
工业刷子:别等生产线停了才想起这个“小角色”
前几天,一个做精密齿轮的客户打电话过来,急得不行——他们新一批零件表面划伤率突然飙升到5%!排查了半天,最后发现罪魁祸首竟然是——一把工业刷子。没错,就是那根不起眼的去毛刺辊刷,刷丝顶端已经磨秃了,本该柔和的抛光变成了金属对金属的硬刮。换了...
 网编
网编前几天,一个做精密齿轮的客户打电话过来,急得不行——他们新一批零件表面划伤率突然飙升到5%!排查了半天,最后发现罪魁祸首竟然是——一把工业刷子。没错,就是那根不起眼的去毛刺辊刷,刷丝顶端已经磨秃了,本该柔和的抛光变成了金属对金属的硬刮。换了...
网编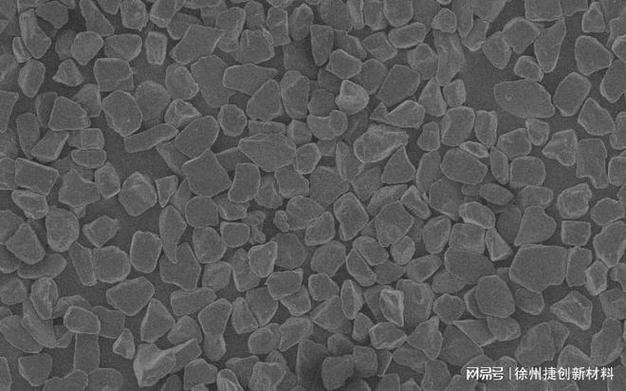
我第一次搞砸一个项目,就是因为选错了磨料。记得特别清楚,那是个不锈钢工件的精磨,我随手用了普通刚玉砂轮。结果呢?工件表面烧得跟彩虹似的,粗糙度完全没达标。被车间主任骂了整整半小时——那感觉,啧啧。从那以后,我才真正开始琢磨工业磨料这回事,才...
网编
砂轮这玩意儿,看着糙,用起来讲究大了去了。新手最爱犯的错——逮着贵的买,要么死磕进口牌子,结果该崩边照样崩,该烧伤还是烧。 选砂轮,核心就三个字:对脾气。 材质、粒度、硬度、结合剂,这四个指标拿捏住,比啥都强。你要是只盯着“工业砂轮”四个字...
网编
干了十几年机械加工,说实话,最怕的就是锯片在关键时候掉链子。上个月切一批316不锈钢管,新换的锯片上去不到半小时,崩刃!齿都打飞了。那声音——刺啦一声,心都跟着碎了。不是夸张,崩掉的锯齿差点崩我脸上。从那以后,我选锯片再也不敢马虎。 很多人...
网编
说真的,干机械这行,谁还没拧断过几根丝锥呢?特别是那些刚入行的兄弟,看到断在孔里的半截丝锥,头都大了。取断丝锥?那是一门玄学。火花机打、电火花、甚至用硝酸腐蚀……折腾下来,工件报废的都有。所以我的态度很明确:别让断丝锥发生才是王道。这篇不扯...
网编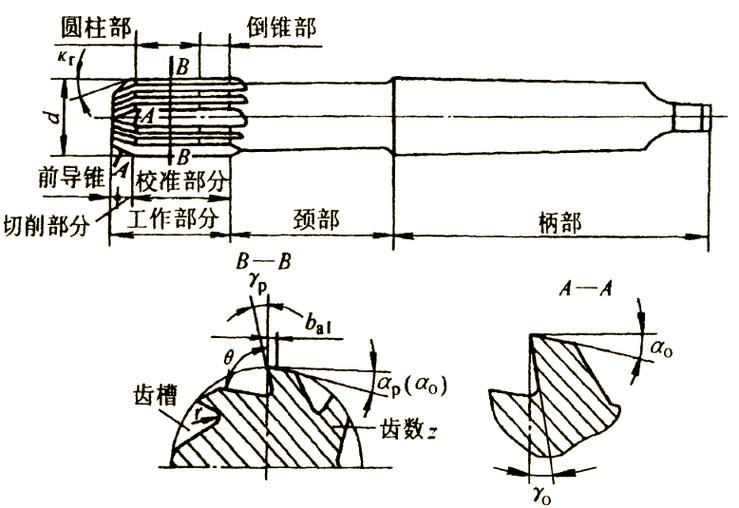
我干这行快二十年了,见过太多人把铰刀当个‘差不多就行’的通用工具。说实话——大错特错。铰刀这东西,直接决定了孔的最终精度和表面质量,说它是精密制造的定音锤,一点都不为过。可偏偏很多工艺卡片上,铰削参数写得一塌糊涂,出了问题就怪机床、怪材料、...
网编
一把钻头而已,真没那么玄乎? 刚开始干机加工那会儿,我也这么想。不就是根带螺旋槽的金属棍嘛,转起来就能打孔。后来——连续断了三根钻头后,我被师傅骂得狗血淋头。钻头这东西,卖相差不多,用起来天差地别。你可能会说‘我买的可是含钴高速钢的’,但说...
网编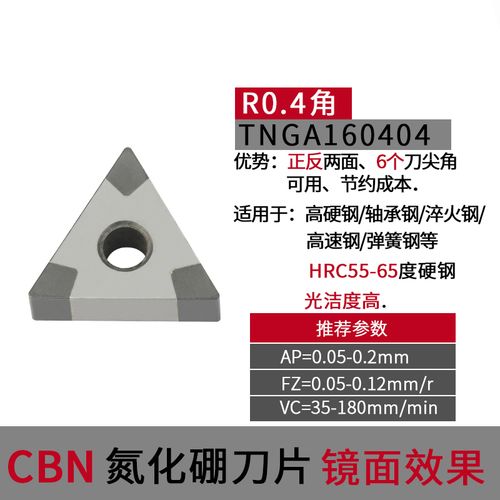
干这行二十多年了,提起车刀,千言万语堵在嗓子眼。不是矫情,是真的有感情。一根棒料装夹上去,主轴一转,刀尖碰上,铁屑滋滋啦啦往下掉,那种掌控感,没玩过机床的人体会不了。 但车刀这东西,水太深了。今天就扯扯闲篇,想到哪说到哪。 不就是一块铁吗?...
网编
我曾经为了一个活,废掉三把新铣刀。对,三把。整整三天没睡好觉。后来想通了——不是刀不好,是我不懂它。 这事儿得从几年前说起。刚接手一批不锈钢件,拿着标准高速钢刀直接上,结果刃口崩得一塌糊涂。当时还在心里骂供应商卖假货。现在想想,真是无知者无...
网编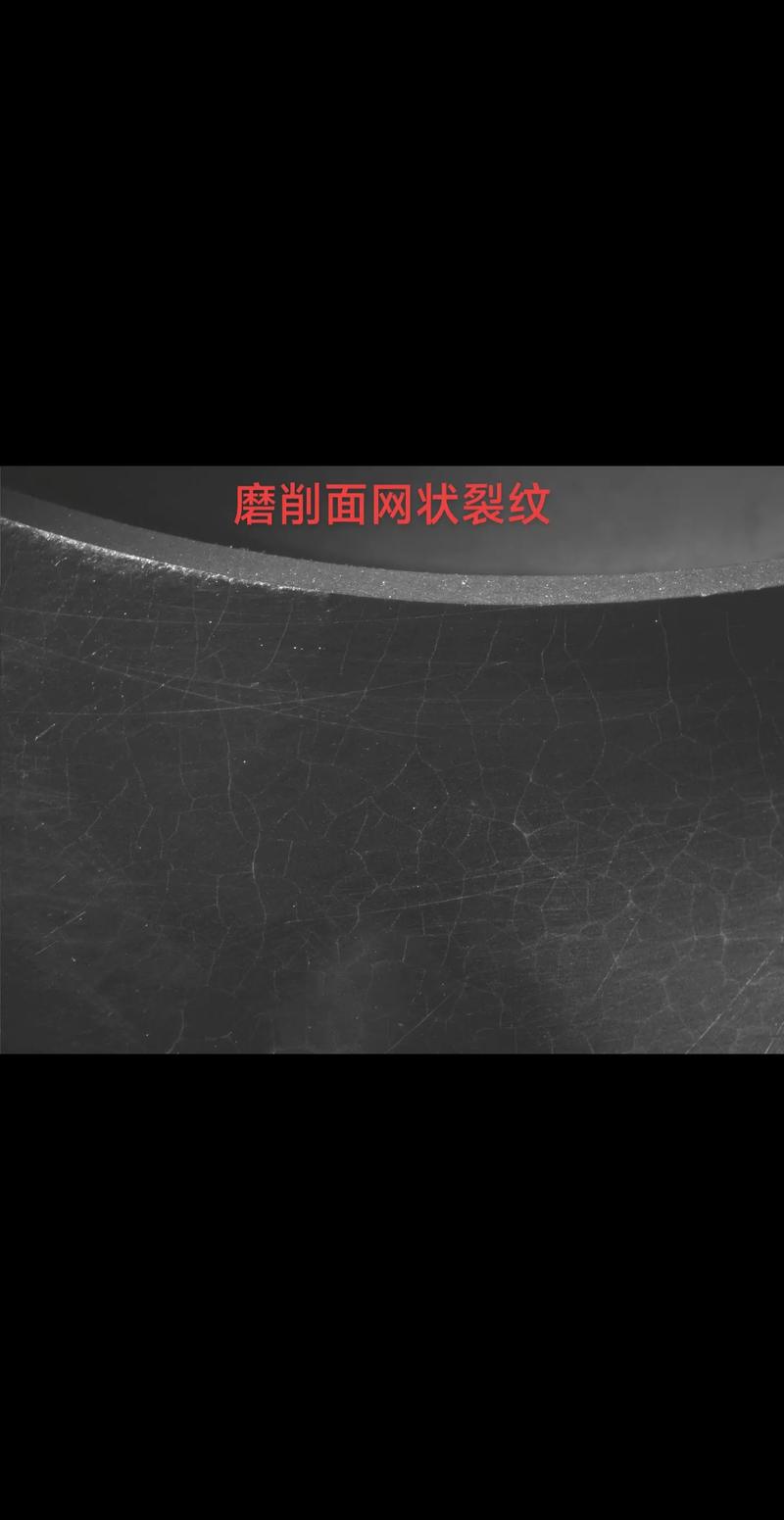
那次去一家模具厂,老板老周指着刚换下来的一批刀片,摇头叹气。不到一个班次,刃口就崩成锯齿了。拿放大镜看,密密麻麻的豁口像蚂蚁啃过一样。他说这材料也不硬啊,怎么刀子就废了?我凑近看了下加工参数——切削速度拉到300米每分钟,干切,冷却液都没给...
网编