我第一次搞砸一个项目,就是因为选错了磨料。记得特别清楚,那是个不锈钢工件的精磨,我随手用了普通刚玉砂轮。结果呢?工件表面烧得跟彩虹似的,粗糙度完全没达标。被车间主任骂了整整半小时——那感觉,啧啧。从那以后,我才真正开始琢磨工业磨料这回事,才发现这东西,水太深了。
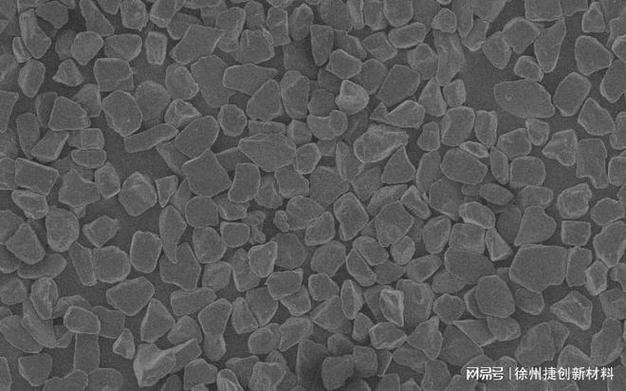
你手里的“砂子”到底是什么东西?
很多人觉得磨料嘛,不就是些硬颗粒,有什么好研究的。大错特错。工业磨料之所以能切削、抛光,靠的是硬度、韧性和热稳定性的微妙平衡。比如碳化硅,硬度高但脆,适合铸铁、有色金属;氧化铝呢,韧性好一点,对付碳钢就漂亮。可你要是把它们弄反——我刚说的那个不锈钢案例,就是氧化铝在高温下对不锈钢产生了化学黏附,活生生把表面拉毛了。对了,还有一种东西叫金刚石微粉,硬度无敌,但价格嘛……老板听了会心碎。
说到这里你别嫌烦,我还得提一句立方氮化硼(CBN)。这东西对付高硬钢、耐热合金简直神物一枚。可惜早期国产CBN稳定性差,颗粒动不动就碎裂,寿命短得要命。后来进口的好一点,但贵得离谱。直到近几年国内几家大厂的技术突破,才把价格拉下来一些。想想都激动,这可是磨削界的革命啊。
粒度、硬度和结合剂:选错一个全都白干
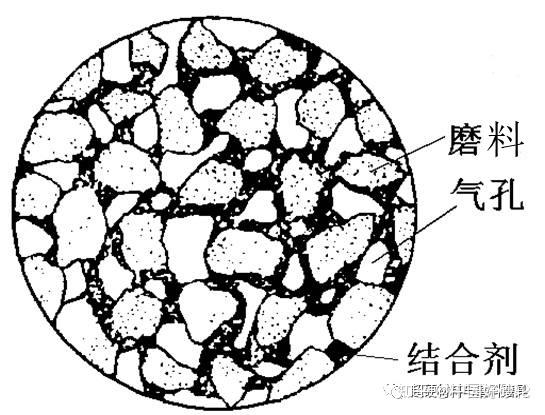
选磨料可不光是看材质。我见过太多工程师只盯着磨料类型,却完全忽视粒度分布。粗粒度(比如36#)吃刀深、效率高,但表面粗糙度能让你哭;细粒度(如240#)可以磨出镜面,但得配上合适的结合剂和气孔。有一次我们试一种陶瓷结合剂砂轮,硬度标成M级,结果实际偏差到了L级,偏软——磨削比一落千丈。跟供应商交涉,他们居然说“国产货就这样”。气死我了。后来我们直接签了协议,每批次抽检显微硬度。
还有啊,别小看研磨液。干磨?在某些工况下简直是自杀。我见过有人磨硬质合金不用冷却液,结果温度瞬间上千,磨料氧化了不说,工件表面烧伤层深度能达0.2毫米。那批零件全报废。现在我一看到干磨就条件反射般地想骂人。不过话说回来,有些陶瓷材料确实可以干磨,但那需要特殊的微晶刚玉磨料,靠自锐性维持切削能力。技术细节真是没完没了。
QA问答:一线实操中的困惑
问:我是做五金工具的,经常用棕刚玉砂轮磨削普通钢材,可效率越来越低,是砂轮质量变差了吗?
答:不一定是砂轮本身的问题。棕刚玉韧性较好,但如果你的工件硬度提高了——比如现在的建筑钢材回收料杂质多,硬度波动大——就会加快磨粒钝化。你可以试试半脆刚玉,或者增加修整频次。另外,检查一下你的砂轮转速和进给量是不是匹配。很多时候不是磨料不行,是参数跑偏了。再不行,就换个结合剂更软的砂轮,让钝化的磨粒快点脱落出新的切削刃。真的,别死磕一种参数。
问:超硬磨料砂轮太贵了,我们想用普通磨料替代,可行吗?
答:看你磨什么。如果你要加工的是淬硬钢或者高温合金,老老实实用CBN或者金刚石。别想什么歪招。我曾经以为用高硬度的碳化硅去磨硬质合金能省点钱——结果砂轮损耗比工件还快,成本反而高了。但是!如果你只是粗磨退火态的合金钢,那刚玉砂轮完全够用。关键要看加工要求和单件成本核算,别只看砂轮单价。有时候贵的东西反而便宜,这个道理我是被罚了好多钱才懂的。
未来趋势:从“傻大黑粗”到“智能磨削”
说实话,工业磨料行业过去几十年真的挺保守。但现在不一样了。你知道吗,现在已经有自适应磨削系统,通过声发射传感器实时监测砂轮钝化程度,自动调整进给。还有把微细磨料与3D打印结合,制作定制化磨具。前阵子看展会,一家德国公司展示了一种团聚磨料,把很多细颗粒团聚成微米级球体,磨削时均匀破裂,效率和光洁度双提升。惊艳。国内也有企业在搞类似的东西,虽然稳定性还差口气,但势头很猛。
还有一件事我特别想吐槽:很多工厂仍然靠老师傅的经验来判断磨削状态,用手摸、用耳朵听。不是不行,但精度呢?一致性呢?数字化真的该推进了,哪怕先上简易的功率监测都行。磨料本身也在进化,如果工艺还是老一套,那不是拿宝刀砍柴嘛。
就写这么多吧。想起当年那个被主任骂的下午,再看看现在手里这些五花八门的工业磨料,真的感慨。这行当越深入越觉得有意思,但也要永远保持敬畏心——毕竟,每一粒微小的磨料,都在用它的硬度和命运,对抗着各种顽强的金属。下次你要是磨废了活儿,不妨先问问自己:真的读懂这颗“砂子”了吗?