硬度不是越硬越好,软硬搭配才不累
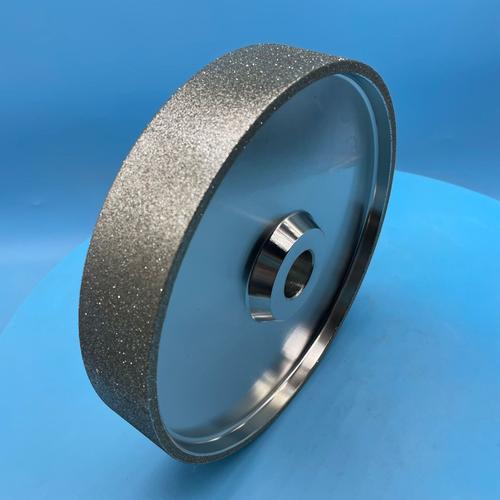
我刚入行那会儿也犯过傻。磨淬火钢,一心觉得砂轮得比工件硬吧,结果磨削热蹭蹭往上蹿,工件表面都出了氧化色。老师傅叼着烟过来瞟一眼:“你当这是啃骨头呢?” 后来才明白,砂轮硬度指的是结合剂对磨粒的把持力——硬度高的砂轮,磨粒不容易脱落;但如果磨粒钝了还不掉,那就在工件上“干蹭”,热量瞬间飙升。 所以记住了:工件硬,砂轮反而要软;工件软,砂轮可以硬点。 尤其是磨削不锈钢、工具钢这些难啃的骨头,得选中等偏软(比如K、L级)的工业砂轮,让磨粒及时脱落露出新刃口,效率反而高。 这里插个QA: 问:磨硬质合金用什么硬度的砂轮合适?听说要用金刚石砂轮?答:没错,硬质合金必须上金刚石砂轮,但硬度不是关键——金刚石本身最硬,关键在结合剂。粗磨用金属结合剂,把持力强耐用;精磨用树脂结合剂,自锐性好。还有人问硬度代号,其实超硬砂轮不标常规硬度,主要看浓度和结合剂配方。别用普通工业砂轮硬怼硬质合金,砂轮碎得比工件还快。
粒度选对了,光洁度立马上天

结合剂才是隐藏Boss

答:你大概率是干磨了,或者速度不够。CBN适磨硬度高于HRC50的淬硬钢,但高速钢含钴等粘结相,高温下对CBN有化学腐蚀。必须用合适的磨削液,并且速度提到60m/s以上。还有,CBN砂轮别拿来磨普通低碳钢,黏糊糊的糊气孔,直接报废。工业砂轮使用前,务必查下工艺范围。
别小看修整,那是二次生命