第一次选真空泵的时候,我对着参数表发呆。抽速?极限压力?水冷还是风冷?——究竟什么鬼。
当时的需求很简单,给镀膜机配泵。供应商推荐了台油封旋片泵,说够用。结果三个月后,腔体污染,返工率高得离谱。排查一圈,才发现油蒸汽回流了。呵呵,真的想摔扳手。
所以说,真空泵这东西,看似标准品,实则处处是细节。选错一台,后面的工艺全得崩。今天不聊教科书,就聊聊这些年我在现场和泵房打交道攒下的血泪经验。
旋片泵还是螺杆泵?别再只看价格了
很多人一上来就问:旋片泵便宜,为什么还要买干式泵?确实,一台小旋片泵几千块,干式螺杆泵动辄十几万。差价巨大。但你要算总账。
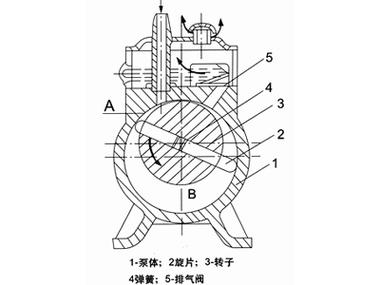
旋片泵需要定期换油,油雾排放、油气分离器更换,都是隐性成本。更要命的是——油蒸汽。如果你做的是光学镀膜、半导体蚀刻、或者需要清洁真空的工艺,油蒸汽一回流,产品直接报废。我吃过亏,一批镜片全部返工,损失够买两台干泵。
不过话又说回来,旋片泵在粗真空领域还是王者。抽速快,皮实耐造,修起来也方便。关键看你的应用场景。别把旋片泵用在需要无油环境的工艺上,那是自己找罪受。
问:那如果预算有限,又想避免油污染,有没有折中方案?
答:可以看看爪式泵或者涡旋泵。涡旋泵无油,但抽速较小,适合分析仪器。爪式泵通常需要搭配罗茨泵使用,做大抽速,维护成本比螺杆泵低。我们实验室里那台质谱仪,配的就是涡旋干泵,三年了没出过问题。不过注意,涡旋泵的涡旋盘寿命有限,大约两年一换,费用也不低。
真空泵的参数,哪些是真正要命的?
销售最爱吹极限真空度——什么10^-3 Pa之类的数字。但实际运行中,你永远达不到那个值。管道阻力、密封性、气体负载,全在拖后腿。我一般更看重有效抽速和工作压力范围。
举个例子:你需要维持腔体在5 Pa左右进行溅射。选泵的时候,不光要看泵的极限压力是5×10^-2 Pa,还得看在这5 Pa下的实际抽速是多少。有些泵在粗真空段抽速掉得厉害,根本满足不了动态气体负载。我见过有人换了台大抽速罗茨泵,结果因为前级泵匹配不上,反而更慢。
还有一点容易被忽视:水冷需求。有些干泵需要冷却水。如果你现场没有冷水机组,安装就是个大麻烦。我们车间有次买泵,忽略了冷却水流量要求,结果夏天频繁过热停机。最后只能单独加循环冷却器,多花好几万。

问:怎么判断一台泵的实际抽速够不够用?
答:粗略估算:抽速(L/s) = 腔体容积(L) × 期望的抽气时间(s)的倒数,再乘以一个系数(1.5~3),考虑漏气和放气。比如100L腔体,想在30秒内从大气抽到100 Pa,所需抽速大约100/30 × 2 ≈ 6.7 L/s,那选8 L/s泵基本够。但这是极度简化。最好用软件模拟,或者直接咨询厂家用他们的选型工具。记得留裕量——管道弯头、阀门的流导损失会让你哭。
维护保养:别等坏了再修
真空泵是“用坏”的吗?其实多数是“养坏”的。油位过低、油质劣化、进气管堵,这些小问题拖成大故障。我规定车间每周必须检查一次油位和油色。如果油变成牛奶状(水汽污染),立刻更换。油变黑有颗粒,那得查滤网,甚至拆泵清洗。
对于干泵,很多人以为不用维护——大错特错。干泵也要定期清理积尘、检查密封件。尤其是抽除腐蚀性气体的泵,内壁涂层可能脱落,齿轮箱润滑油需要按时换。我们有一台螺杆泵,因为没及时换齿轮油,结果轴承抱死,整个螺杆报废,维修费够买半台新泵。
❗重要提醒:真空泵的排气口绝对不能堵,也绝不能对着人。有些工艺会排出有毒气体,必须接排气管到室外,并通过废气处理装置。安全无小事。
说实话,我觉得最好的维护就是做好记录。简单画个趋势图,跟踪泵的极限压力变化。一旦发现极限压力上升(真空度下降),及早排查,能避免突发停机。
问:什么情况下该换油?还有什么其他易损件?
答:矿物油建议每500-1000小时更换一次,合成油可以延长到2000-3000小时,但视工艺污染程度而定。油雾过滤器滤芯通常半年到一年一换。油封、轴封是易损件,漏油就要换。旋片泵的叶片也会磨损,直接影响极限压力,可能需要更换。干泵的密封件、阀门膜片、消音器滤芯也是耗材。
回到开头,那台让我头大的镀膜机,最终换了干式螺杆泵,还加了冷阱。虽然投资大了,但成品率从85%提到98%,值了。真空泵,真是工业的“肺”,选好了、用好了,生产才能顺畅呼吸。别等出了问题再百度,那时候你已经在坑里了。
💡最后的啰嗦:如果你正在纠结选型,不妨先做两件事:准确分析你的工艺气体成分(有无腐蚀、有无颗粒、有无水汽),以及明确你的真正需求压力点。然后拿着这两条去问供应商,你得到的答案会比“这台泵抽速大”有用得多。