说真的,干机械这行,谁还没拧断过几根丝锥呢?特别是那些刚入行的兄弟,看到断在孔里的半截丝锥,头都大了。取断丝锥?那是一门玄学。火花机打、电火花、甚至用硝酸腐蚀……折腾下来,工件报废的都有。所以我的态度很明确:别让断丝锥发生才是王道。这篇不扯理论大旗,就聊些我用丝锥这些年总结的血泪经验。
选丝锥第一步:看清材料,别死磕一种涂层
很多时候,丝锥断不是因为丝锥不好,而是你给错了料。不锈钢、模具钢、铸铁、铝合金……每种材料的切削特性天差地别。不锈钢粘,模具钢硬,铸铁易崩口,铝合金容易粘屑。你说拿一支通用涂层丝锥打天下?那断得真不冤。我见过一个供应商,给一家加工304不锈钢的厂推荐高速钢丝锥,涂个TiN就上了,结果攻到第三个孔就嘎嘣脆。现场小伙一脸无辜——其实那丝锥涂层选错了。不锈钢要用含钴高速钢,涂层得是AlCrN这类耐高温的。💡
说到这里,想起有一次接了个急单,加工一批316L不锈钢法兰,螺纹M12×1.75,深度30mm盲孔。我当时手头只有通用型丝锥,试了一下,切削声音发闷,铁屑卷成一团堵在排屑槽里,差点又断。当机立断,打电话紧急调了带内冷孔的螺旋槽丝锥,涂层VPx,切削油换成纯油性的攻牙油。效果立竿见影,切削声脆了,铁屑顺着螺旋槽往后排,一口气打了200多个孔,丝锥磨损都不明显。那时候心里就骂自己:早干嘛去了!

切削参数?教科书给的只能参考,你得听丝锥“说话”

很多手册上的切削速度推荐范围,那是实验室数据。实际机床刚性、夹具、工件装夹,甚至冷却液浓度都会影响。丝锥在切削时会“告诉你”它舒不舒服。声音发闷、尖锐刺耳、或者手搭在工件上感觉振颤——都是征兆。有一次加工P20模具钢,按手册16m/min的速度,刚攻进去两圈,啪一声断了。后来放慢到8m/min,加了含极压添加剂的切削油,轻松搞定。所以我现在养成一个习惯:新活先低速试切,听声、看屑,慢慢往上调参数。别一上来就照着最高效率莽,断一根丝锥耽误的时间,够你把速度降下来干十个工件的。
问:攻盲孔到底怎么选丝锥?螺旋槽、直槽还是先端丝锥?
答:💡盲孔首选螺旋槽丝锥,因为它把切屑往上排。如果是通孔,用先端丝锥(也叫螺尖丝锥)最爽,切屑往前推,效率高还不易堵。直槽丝锥?那是万能备胎,通孔盲孔都能用,但排屑差点意思,适合短屑材料或垂直向下通孔。不过要注意螺旋槽丝锥攻深孔时扭矩偏大,容易断,所以深孔盲孔最好用带内冷的。
你以为这就完了?不。还有个坑爹的情况:切屑缠绕。攻软钢、不锈钢,偶尔切屑特别长,螺旋形缠绕在丝锥上,不及时停机会把螺纹刮坏。这时候你要么用带断屑槽的丝锥,要么勤快退刀清屑,或者攻几圈反转一下。听我一句劝,别嫌麻烦,缠屑导致的崩齿可比清理费事多了。
底孔直径是个精细活,别拿着钻头瞎戳
搞加工的都懂,底孔大了螺纹强度不够,小了攻不动。但实际操作中多少人在用游标卡尺量钻头?甚至直接用钻头盒里的钻头,连公差都不看。有些攻牙油壶嘴掉了就拿个矿泉水瓶盖子扎个洞……这能好才怪。✅ 标准底孔直径可以按公式算:D = d – P(d是螺纹大径,P是螺距)。举个例子,M10×1.5的普通粗牙螺纹,底孔应该是8.5mm。但如果是挤压丝锥——那又是另一套算法。挤压丝锥形成的螺纹光洁度高、强度好,但底孔要求严格多了,一般要比切削丝锥的底孔大那么一丁点,否则牙顶挤不满,或者扭矩飙升直接断给你看。我曾经用挤压丝锥加工6061铝,底孔用错了,丝锥进去一半就抱死,吓得我赶紧反转退出来,那根丝锥现在还在工具柜里当教训。
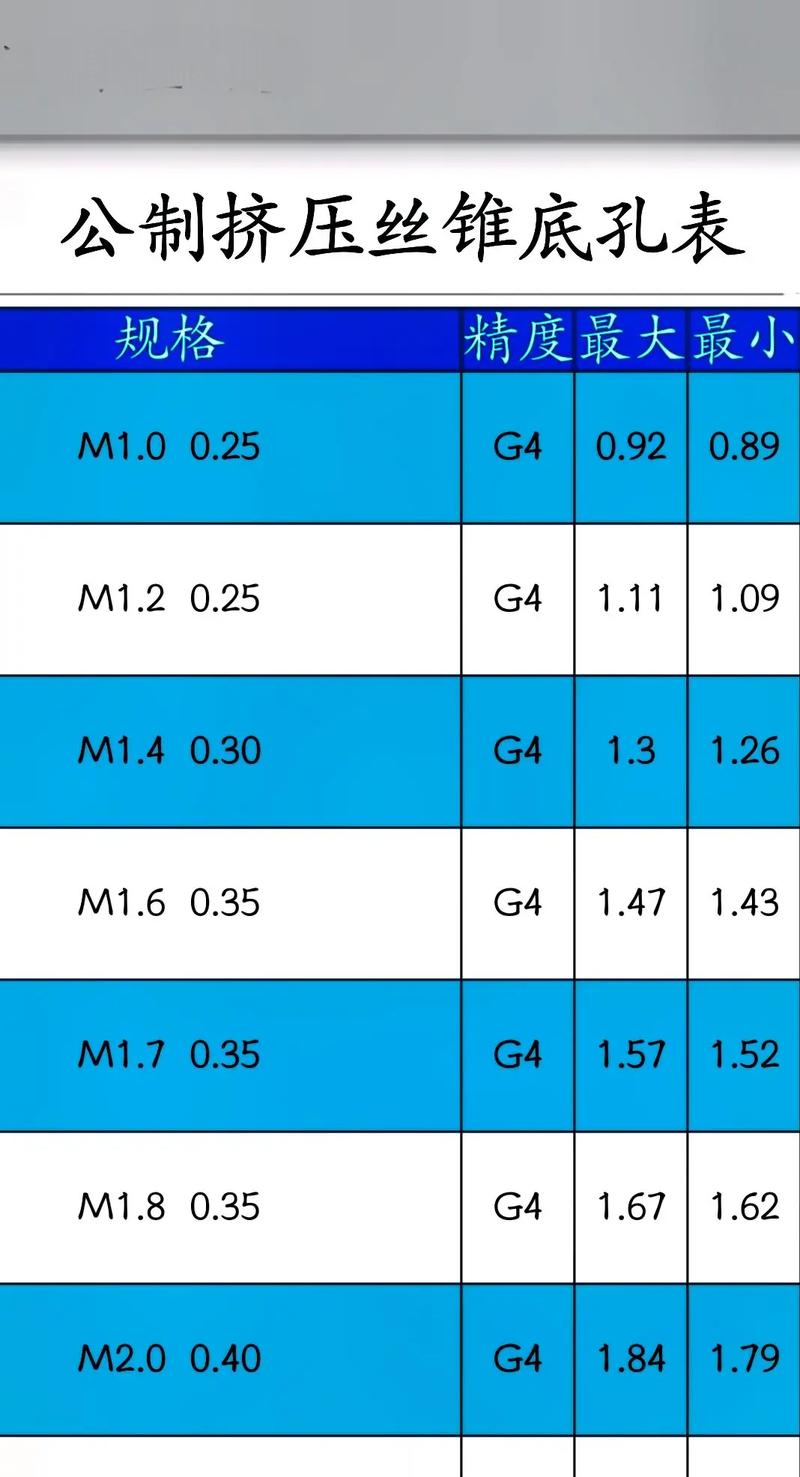
问:挤压丝锥和切削丝锥到底怎么选?
答:材料是个坎。铝合金、铜、低碳钢这类塑性好的材料,用挤压丝锥效果拔群,螺纹表面像镜面一样,还增加了密度和强度。但铸铁、黄铜这些脆性材料就算了,一挤就崩。另外,挤压丝锥对底孔精度要求高,对润滑要求也高,最好用专用的极压润滑油。如果你的加工环境脏乱差,冷却液像泔水,那就老老实实用切削丝锥吧。
那些年,我踩过的丝锥坑

说到断丝锥,最让我恼火的一次是加工一个大型壳体,好几个M16的螺纹孔,深度50mm。攻完发现有几个孔螺纹歪了。原因?没用刚性攻丝刀柄,用的浮动刀柄,结果浮动补偿过头,丝锥跟着工件摆偏。后来换刚性攻丝,主轴同步校正,问题解决。所以,刚性攻丝是精度保障。你的机床要是支持,别犹豫,直接上刚性攻丝。浮动刀柄?只有老式机床和攻丝专机才用,现在CNC时代它基本是个累赘。
还有一件蠢事:一次试新丝锥,没仔细检查切削锥长度。结果拿了个底锥(第四锥)去攻盲孔,差点把孔底捅穿。记住,丝锥按切削锥长度分四种:初锥、中锥、底锥、精锥。盲孔攻到底的一定要用底锥或者专门的不通孔丝锥。这个细节新人经常忽略。
说到品牌,市面上一大堆。OSG、YAMAWA、Emuge、瓦尔特……贵是真贵,但寿命和稳定性确实好。国产丝锥这些年进步神速,像成量、上工、哈量的,性价比高,适合大批量粗加工或者材料不刁钻的场合。我常用的一个省钱招数:通孔用国产高质量丝锥,关键螺纹或难加工材料用进口顶级丝锥。别一根筋全用最贵的,那是设备买单时肉疼的节奏。
结语?不如说是提醒
丝锥这玩意儿,看着简单,但把螺纹干好干快,里面的门道深得很。从材料、涂层、槽型、切削参数,到冷却液、底孔、刀柄,环环相扣。出了故障别先骂丝锥质量,多从整个工艺链条找原因。还有,断了丝锥也别怕,备几套取断丝锥的工具,实在不行外协电火花。但最好的策略永远是:在它断之前,你就把它换下来。 磨损到一定程度的丝锥,切削力增大了,断的风险就高,别为了省那一点成本因小失大。
干了二十年机加工,丝锥还是时不时给我上一课。这就是制造,敬畏每一道工序。共勉。