2026-07-19 02:00:32 作者:网编
分类:文章
做压力容器这行,说实话,头五年觉得自己啥都懂。后五年,越做越怕。怕什么?怕突然某天半夜电话响,是现场打来的——设备出事了。那种心惊肉跳,没经历过的人没法体会。
这几天又翻出几年前的设计变更单,看着上面红笔圈出的地方,苦笑。一个壁厚计算的小数点,差点让一台储罐在试压时就崩了。所以今天不想谈什么高大上的东西,就想聊聊那些图纸上、车间里、检验时,能要命的细节。没有系统,就是想到哪说到哪。
设计规范是护身符,不是手铐
刚入行那阵子,追求“创新设计”。觉得GB150太保守,ASME VIII又繁琐。后来被师傅指着鼻子骂:“你以为安全系数是给你留着玩的?那是给错误留的!” 这句话记到现在。
压力容器设计,核心是失效模式预防。强度计算只是入门,真正的难点在结构细节。举个例子——开口补强。拿个SW6一算,厚度够了,就认为没问题了?大错特错。有一次,一台DN1800的换热器,客户要求管口载荷苛刻,我按常规补强圈处理,补强面积刚好够。结果运行半年,接管根部焊缝开裂,介质泄漏。分析下来,是疲劳失效。交变载荷下,那个补强圈边缘的应力集中系数远超预期。最后全部改成了整体补强锻件,成本翻番,我差点被开除。
 压力容器开口补强错误导致焊缝开裂案例
这里面有个悖论:规范是最低要求。特别在疲劳、蠕变、脆断这些特殊工况下,仅仅满足规范,风险可能已经逼近临界。所以,我现在的习惯是,对所有循环工况的设备,哪怕甲方不要求,我也做疲劳分析。ANSYS跑一下,看应力分布,尤其是不连续区域的峰值应力。这就是用真金白银换来的觉悟。
压力容器开口补强错误导致焊缝开裂案例
这里面有个悖论:规范是最低要求。特别在疲劳、蠕变、脆断这些特殊工况下,仅仅满足规范,风险可能已经逼近临界。所以,我现在的习惯是,对所有循环工况的设备,哪怕甲方不要求,我也做疲劳分析。ANSYS跑一下,看应力分布,尤其是不连续区域的峰值应力。这就是用真金白银换来的觉悟。
QA:开口接管载荷你们怎么算?
问:设计压力容器时,接管载荷经常被工艺专业忽视,全靠设备专业自己琢磨。有没有什么简便的估算方法?
答:这个问题太典型了!很多项目,管道应力分析滞后,设备设计时根本拿不到准确载荷。我的做法是——以不变应万变。参照WRC107/297公报,或者NC3658.3,先假定一个保守的管口载荷。比如按设备法兰的允许载荷取一个折减值,或者直接给工艺提一个上限,让他们签确认。如果后期超了,那就是变更。千万别自己拍脑袋,否则焊缝开裂了,第一个被问责的就是你。另外,重要管口最好FEA验证,尤其是开在封头过渡区或者大开孔(d/D>0.5)的情况。
材料,选对的别选贵的?不,安全下经济才成立
见过最离谱的事:一个设计院,高温临氢工况,图纸上材料写“S30408”。我问他们,你们不看操作温度和氢分压吗?不锈钢氢脆、高温σ相脆化怎么办?最后改成Cr-Mo钢堆焊不锈钢复合板。这就是典型的只考虑耐腐蚀,忽略材料力学行为。
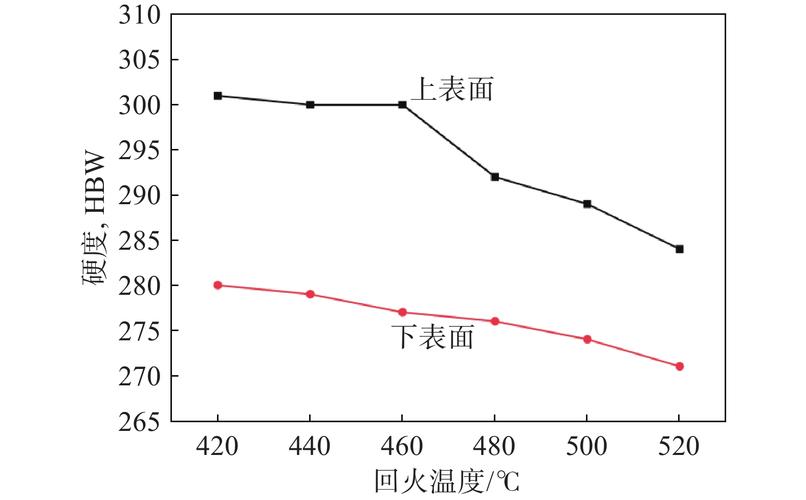 压力容器用铬钼钢板回火脆性敏感性试验曲线
材料采购也是坑。有一次,车间发来的板材标识模糊,光谱检验发现两批S31603混入了304板。如果那些板用在含Cl-的介质上,后果就是应力腐蚀开裂,整个设备报废。从那以后,我的技术协议里必须加一条:逐张钢板PMI检测,并且刻印移植。费用是增加了,但比起潜在损失,这算什么?
还有些企业迷信“进口材料”。我跟你说,进口材料也出过事。一批欧洲来的P91钢管,硬度偏低,溯源发现热处理记录造假。所以,信任不能代替检验,这就是制造业的悲哀——我们不得不去怀疑一切。
压力容器用铬钼钢板回火脆性敏感性试验曲线
材料采购也是坑。有一次,车间发来的板材标识模糊,光谱检验发现两批S31603混入了304板。如果那些板用在含Cl-的介质上,后果就是应力腐蚀开裂,整个设备报废。从那以后,我的技术协议里必须加一条:逐张钢板PMI检测,并且刻印移植。费用是增加了,但比起潜在损失,这算什么?
还有些企业迷信“进口材料”。我跟你说,进口材料也出过事。一批欧洲来的P91钢管,硬度偏低,溯源发现热处理记录造假。所以,信任不能代替检验,这就是制造业的悲哀——我们不得不去怀疑一切。
QA:双相不锈钢是不是氯离子的万能解药?
问:介质含高浓度氯离子,温度80℃,准备选2205双相钢,但担心点腐蚀。您有什么建议?
答:2205不是无敌的!它也有临界点蚀温度。80℃,如果浓缩后氯离子超过一定浓度(比如1000ppm),点蚀风险极高。而且,如果你的酸性不好控制,双相钢里的铁素体会优先腐蚀。建议做电化学测试,或者改用超级双相钢2507,甚至钛材。另外,制造环节——双相钢的焊接热输入必须严格控制,否则铁素体/奥氏体比例失衡,性能全部走样。焊评再贵也得做全。
制造现场:看得见与看不见的“妥协”
焊接工艺评定(PQR/WPS)是底线,但多少企业把它当废纸?有一次我去供应商苏南某厂出差,发现他们竟用碳弧气刨清了根后,不磨出金属光泽就直接焊下一层。我说这是要出裂纹的,班长却回一句:“我们常这样干,没见出事。” 我当时就拍了桌子。后来该设备在容检时,TOFD检测出一串夹渣和未熔合,全部返修,耽误工期不说,罚款都够买一套新设备。
另一个污点——无损检测。要求RT 100%,结果片子全是黑度不足、灵敏度不够。换一家复探,发现多处裂纹。这里面水太深,有些检测公司和制造厂勾结,出具假报告。所以,关键设备的终检,我必定到现场盯着。宁可得罪人,也不能拿设计寿命开玩笑。
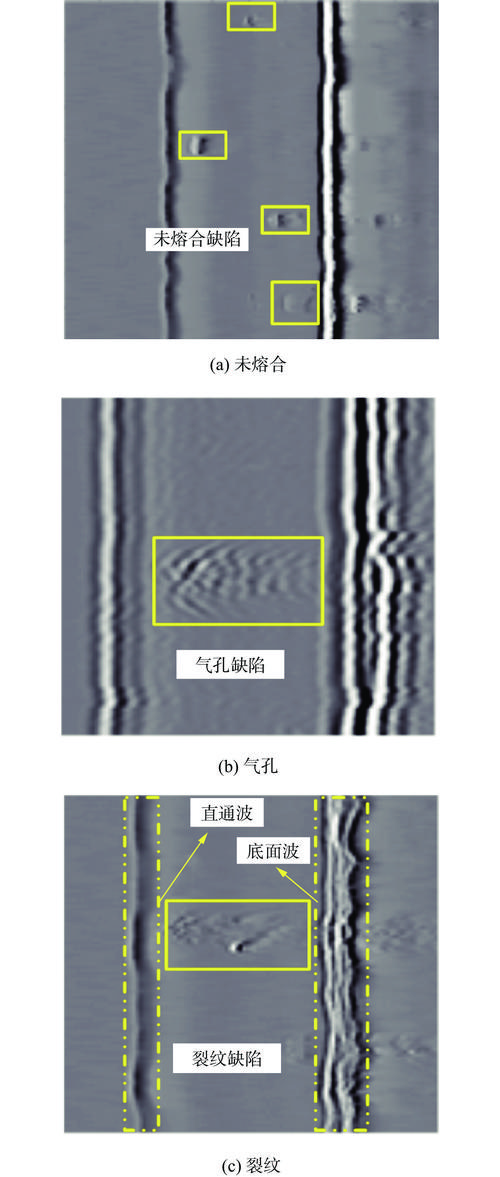 压力容器焊缝TOFD检测图谱显示缺陷
还有热处理,有些厂家为了省电费,炉温不均,保温时间缩水。热处理不好,焊接残余应力释放不掉,设备一开工就变形,甚至应力腐蚀。这些问题,图纸上不会告诉你的,全靠你跟产、死磕。
压力容器焊缝TOFD检测图谱显示缺陷
还有热处理,有些厂家为了省电费,炉温不均,保温时间缩水。热处理不好,焊接残余应力释放不掉,设备一开工就变形,甚至应力腐蚀。这些问题,图纸上不会告诉你的,全靠你跟产、死磕。
QA:监造过程中,最容易被忽略的检验点是什么?
问:作为业主,去制造厂验收压力容器,除了看资料、看焊缝外观,还应该重点查什么?
答:去厂家,别老待在会议室。戴上手套、拿上强光手电,钻到人孔里面看!看内件焊缝的打磨圆滑过渡,看管孔的毛刺清除,看排污口是否真有低点。还有,清根后的坡口、耐压试验后打开人孔检查内部有无变形、泄漏试验的灵敏度校验。这些才是见真章的。还有一招,随机抽查一块同炉热处理的试板,自己送第三方做机械性能和金相,别完全相信厂家提供的报告。
写到这里,又想起那个因为一个小数点而报废的储罐。它现在应该躺在某个废铁场吧。压力容器这玩意儿,真不能光靠“经验”。经验有时候就是用来捅破的。技术文件上的每一个数字,背后都可能连着人命。我们搞这行的,所谓敬畏,不是在嘴上,是在每一次强度校核、每一次选材推敲、每一次跟产检验时那点较真劲儿上。
行了,就说这么多。说多了,又有同行骂我危言耸听。不过,危言耸听如果能防止一次事故,值了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:压力容器设计十年踩坑录:别让经验成了夺命符
文章链接:https://www.zystgy.cn/a/55175