2026-06-17 20:33:38 作者:网编
分类:文章
那次去一家模具厂,老板老周指着刚换下来的一批刀片,摇头叹气。不到一个班次,刃口就崩成锯齿了。拿放大镜看,密密麻麻的豁口像蚂蚁啃过一样。他说这材料也不硬啊,怎么刀子就废了?我凑近看了下加工参数——切削速度拉到300米每分钟,干切,冷却液都没给。能不出事吗。
硬质合金工业刀具的失效,很多时候根本不是大块断裂,而是这种微观磨损的累积效应。我们总盯着宏观的寿命数据,其实魔鬼全在几十微米尺度的刃口上。
究竟是磨粒磨损还是粘结磨损在作怪
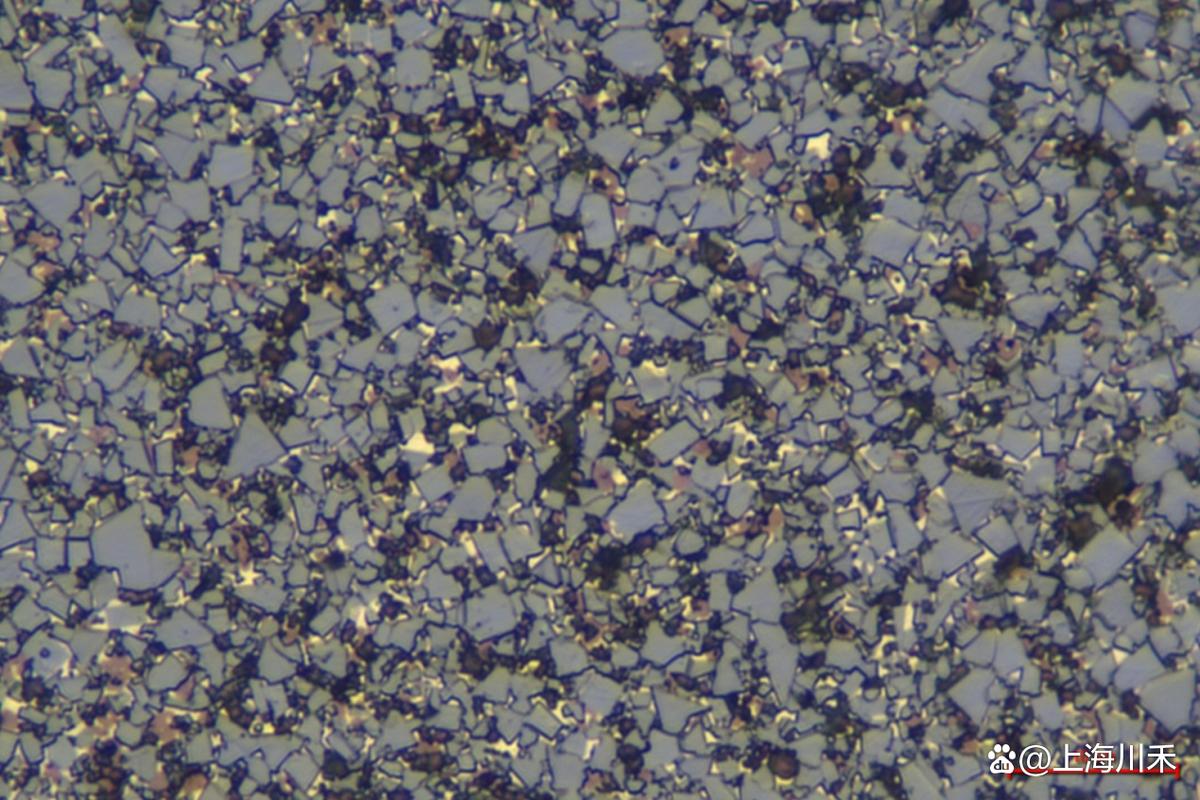
说实话,刚入行那会儿我也迷信一个简单逻辑:工件越硬,刀子就磨得越快。后来在车间跟了半年,才发现根本不是那么回事。有一次加工钛合金,硬度才35HRC,刀尖却莫名其妙地快速退火。拿电子显微镜一看,刃口表面竟然粘着密密麻麻的工件材料小颗粒。
 硬质合金刀具后刀面粘结磨损微观形貌
粘结磨损比纯磨粒磨损阴险得多。想象一下,每一次切入切出,刀尖和切屑在高压高温下短暂焊合再撕开,带走刀具材料微粒。这个过程循环几千次,刃口就悄悄变钝了。而磨粒磨损呢?就像砂纸打磨,只要工件里面的硬质点——比如铸铁里的碳化物、氧化铝杂物——划过硬质合金表面,一道一道犁沟。我记得有个数据:WC颗粒硬度高,但钴粘结相软,硬质点专挑软柿子捏,把钴相刨掉后,WC颗粒失去支撑就脱落。
不过话说回来,两者经常同时发生,难分彼此。有个搞刀具涂层的朋友说过一句很损的话:“千万别想着靠厚度解决问题,涂层一厚,刃口就成了圆角,那还切个什么劲儿。”
硬质合金刀具后刀面粘结磨损微观形貌
粘结磨损比纯磨粒磨损阴险得多。想象一下,每一次切入切出,刀尖和切屑在高压高温下短暂焊合再撕开,带走刀具材料微粒。这个过程循环几千次,刃口就悄悄变钝了。而磨粒磨损呢?就像砂纸打磨,只要工件里面的硬质点——比如铸铁里的碳化物、氧化铝杂物——划过硬质合金表面,一道一道犁沟。我记得有个数据:WC颗粒硬度高,但钴粘结相软,硬质点专挑软柿子捏,把钴相刨掉后,WC颗粒失去支撑就脱落。
不过话说回来,两者经常同时发生,难分彼此。有个搞刀具涂层的朋友说过一句很损的话:“千万别想着靠厚度解决问题,涂层一厚,刃口就成了圆角,那还切个什么劲儿。”
切削液:用还是不用,这是个问题
在刀具销售那里,切削液常被讲得天花乱坠——延长寿命、提高光洁度。但实际呢?
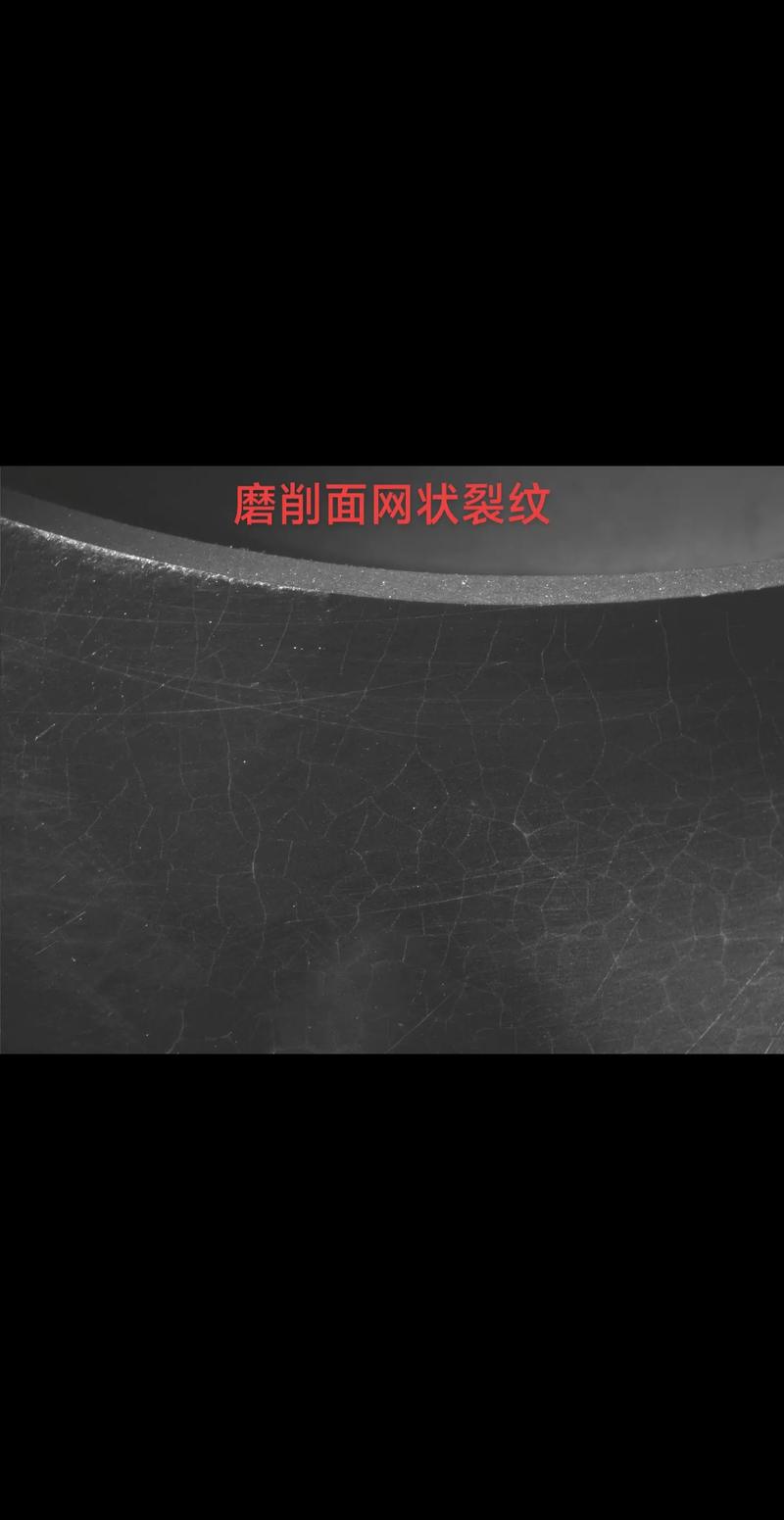
前年我们给一家汽车零部件厂做工艺改进,加工蠕墨铸铁刹车盘,原本用乳化液浇注,刀具寿命200件。老板嫌脏,想干切。我让工艺员试了三刀,寿命直接掉到80件,刃口还有热裂纹。但奇怪的是,换了一种微量润滑装置,只喷极小量的油雾,寿命又回到180件。
这让我彻底明白一个道理:工业刀具的磨损不单看有无冷却,而是看热冲击的控制。连续不断浇切削液,刀尖在切入时骤然遇冷,出来又骤热,热疲劳裂纹像蜘蛛网一样蔓延。干切则温度持续升高,超过钴相软化点,刃口塑性变形。微量润滑恰恰减少热冲击,还维持了润滑。
问:那是不是所有加工都得用微量润滑?
答:肯定不是。比如铝合金精加工,切削热本来就不高,用乳化液既能排屑又能降温,微量润滑反而可能导致积屑瘤。再比如一些高温合金,切削温度轻松上千度,油雾直接烧掉,起不了作用。必须具体工况具体分析。我一个原则是:能用高压内冷时尽量不用外冷,外冷浇注不均匀,刀尖一会儿湿一会儿干,还不如不浇。
 硬质合金刀片热裂纹金相照片
硬质合金刀片热裂纹金相照片
涂层?刃口处理?到底哪个先顶不住
现在工业刀具离不开涂层,TiAlN、AlCrN、甚至DLC。但很多车间师傅总抱怨:“花大价钱买涂层的,不如多磨几刀。”这里面有个误区——他们往往把涂层当盔甲,以为穿了就不磨损。
去年测试一款铣削淬硬钢的刀片,开始用PVD涂层的,前几分钟切削力小,光亮如新。十分钟后突然崩刃。查了破损面,涂层先是被磨薄,然后基体直接暴露,接着塑性变形挤裂。另一次用CVD厚涂层,一开始切削力偏大,但磨损缓慢均匀,最后自然钝化。
涂层的失效模式决定了整把刀的命运。薄涂层往往因为基体支撑不足而早期崩落,厚涂层则可能在高应力下剥层。我有次拿到一个报废刀片,用能谱分析,发现涂层和基体之间富集了氧,说明切削高温下界面氧化导致结合力下降。
问:那刃口钝化处理有什么用?
答:很多人觉得钝化就是倒个圆角,避免崩刃。其实更关键的是改变刃口的应力分布。锋利刃口在切入时有很高的应力集中,尤其硬质合金这种脆性材料。适当钝化——比如用毛刷或者微喷砂——把刃口搞成一个小平面或微小圆角,可以让切削力传导更平缓,同时保护涂层。但钝化尺寸非常讲究,太大了切削力剧增,太小了没效果。有一个经验值:粗加工钝化值取每转进给量的30-50%,精加工取10-20%。
那些年我们交过的磨损分析学费
有次我去一家刀具厂做客,他们研发部摆了一排显微镜和光谱仪。主管告诉我,他们现在每批次出厂前,都要做随炉试片的压痕测试,看硬度梯度。我说这有什么用,他反问:“你知道为什么有些刀片明明硬度合格,一用就崩吗?”原来,硬质合金的微观组织不均匀是隐形杀手。烧结时如果钴池聚集,局部硬度不足,磨损就加速;如果WC晶粒异常长大,也会成为裂纹源。
他还给我看了一组失效分析图片:正常磨损的刃口是光滑的月牙洼,而他们送来的故障件,刃口像被老鼠啃过。一查加工过程——工件装卡刚性不足,产生高频微振动。这种振动造成的冲击,比增大了吃刀量还可怕。
这让我想起一次自己犯的错:为了追求效率,把悬伸加长到刀柄直径的4倍。结果加工出来的表面全是振纹,刀片一个班坏三片。当时还不懂模态分析,就是傻试。后来学了点曲线,知道主轴-刀柄-刀具系统的动刚度一旦低谷,振动就放大,刀尖一直在做高频敲击,相当于微型风镐,什么材料都扛不住。
问:那么,从实用角度,我们该怎么简单评估一把硬质合金工业刀具的抗磨损能力?
答:撇开实验室数据,我最信的还是现场试切对比。找一个相对稳定的工序,用两把不同品牌的同规格刀片,在完全相同的参数下各干50个工件,然后用读数显微镜测量后刀面磨损带宽度VB。VB值超过0.3毫米就是警戒线。别迷信厂商给的寿命曲线,那些都是在理想工况下做的。真实工厂里,工件余量波动、冷却液浓度变化、甚至操作工换班,都能让结果天差地别。
工业刀具的命门其实就藏在那些肉眼难辨的微观细节里。掌握磨损规律,不是为了彻底消灭磨损——那不可能——而是学会管理它、预测它,让它发生得慢一点、稳定一点。就像人变老,我们抗拒不了,但可以活得健康一点,对吧。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业刀具的命门:硬质合金刃口那些让人又爱又恨的微观磨损
文章链接:https://www.zystgy.cn/a/53272