槽液参数,真以为只有pH和固体分?天真
说实话,电泳涂装这玩意儿, pH值、电导率、固体分、颜基比、溶剂含量、温度,随便拎一个出来都能让你跪着喊爸爸。就拿pH说吧,低了,漆膜薄得跟纸似的,耐腐蚀性?做梦。高了,槽液直接“老化”,稳定性崩盘,沉淀堵管路……又是通宵清槽的节奏。❗ 前几天刚校准的pH计,显示5.8,完美。结果下午一测,好家伙,5.2。咋回事?其实是槽液温度没控好——温度每升高1℃,pH能往下掉0.1左右。你再加乳酸调整,加完温度一回落,又偏高了。折腾死。
前处理不行,电泳就是白烧钱


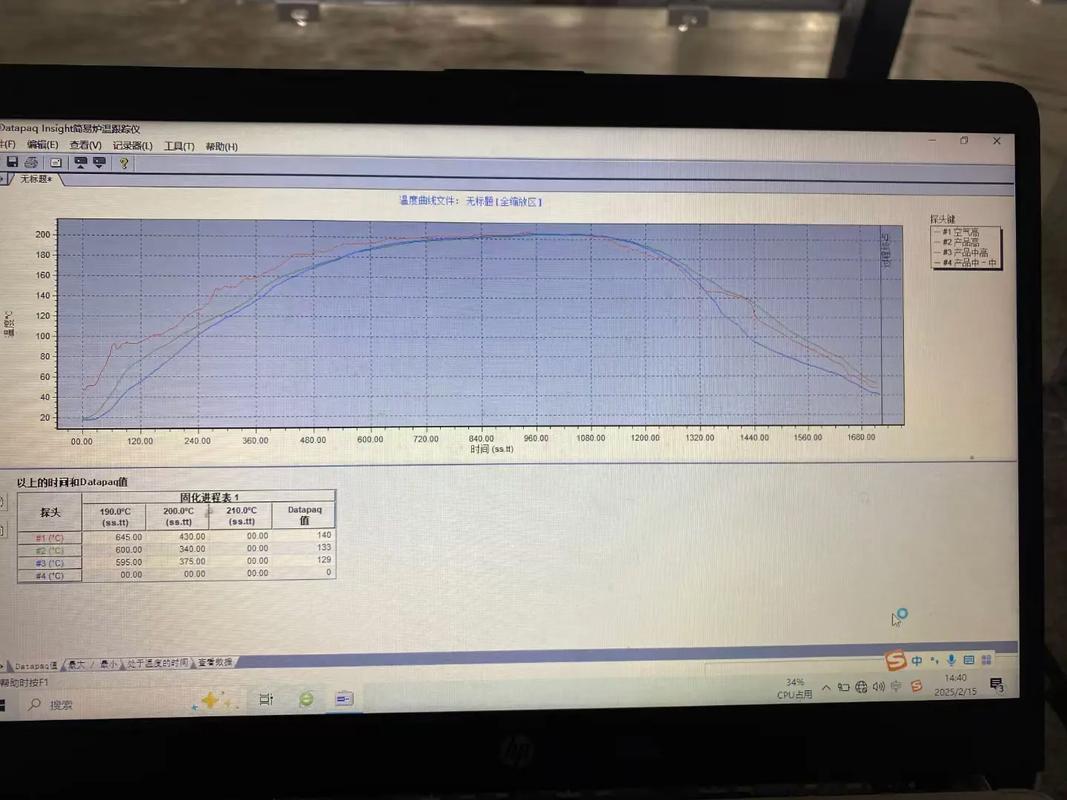
固化曲线:烤过头就是灾难,烤不够也是