第一次遇到浸塑,我以为是个青铜
那天下午,客户拿来一个金属挂钩,表面一层黑色胶皮,摸起来软软的,有点像橡胶。他说就要这种效果,问我们能不能做。我心里咯噔一下——这玩意儿不就是浸塑吗?说实话,虽然听过,但自己车间没搞过。赶紧翻资料,打电话问老师傅。结果发现,浸塑这工艺,门槛不高,但坑不少。
先说说原理吧。所谓浸塑,就是把金属件预热后,浸入浸塑液(通常是PVC糊树脂或聚乙烯粉末),树脂在热表面熔融、附着,然后塑化冷却形成涂层。跟蘸糖葫芦有点像?对,就是那么回事。不过工业上讲究多了,预热温度、浸入速度、塑化时间……差一点,涂层就完蛋。

选浸塑还是喷塑?别被销售忽悠
很多人在浸塑和喷塑之间纠结。喷塑,也就是静电粉末喷涂,那玩意儿效率高,涂层也漂亮。但浸塑有个独门绝技——能做出厚实、带弹性的涂层,手感温暖,不像喷塑那么冰冷。而且,浸塑没有死角,复杂形状也能包覆均匀。不过,别听供应商瞎吹!浸塑涂层太厚容易流挂,太薄又没手感,控制起来比喷塑麻烦多了。尤其是小件,浸塑后甩料、积料问题能让你血压飙升。
问:那到底怎么选?
答:看要求。如果客户想要软触感、耐磨、耐冲击,比如工具手柄、护栏、医疗器械,浸塑是首选。如果只是防锈、外观平整,喷塑更经济。还有就是,浸塑设备简单,但能耗不低——预热要烧电或烧气,这年头电费可不便宜。
浸塑材料:PVC糊、PE粉,还有那些幺蛾子
做浸塑,最常用的就是PVC糊树脂。加增塑剂调成浆糊状,浸涂后加热,塑化成膜。PVC浸塑层耐酸碱、耐磨,还阻燃,但低温会变硬。另一大类是聚乙烯粉末,就是PE。PE浸塑涂层更耐低温,食品级无毒,冰箱搁架、洗碗篮常见。不过PE粉末流动性不如PVC糊,浸涂时容易“粉末搭桥”,要用流化床工艺。还有些特殊料,比如尼龙、环氧,成本高,一般工业件很少用。
问:浸塑涂层开裂是咋回事?
答:八成是塑化不足!温度不够,树脂没完全熔融,内应力大,一冷就裂。还有可能是增塑剂迁移,时间久了变脆。处理办法:检查预热温度和浸后塑化温度时间,PVC通常要180~200℃烘烤10分钟左右。另外,基材前处理别偷懒,油没除干净,涂层粘不住,一掰就掉。
浸塑流程,步步惊心

简单捋一下浸塑标准流程:
1. 金属件除油、除锈、磷化(可选)。
2. 预热!温度看材料,PVC一般200~350℃,工件大小决定。
3. 浸入浸塑液,控制速度角度,避免气泡。
4. 滴流回收多余料。
5. 送入塑化炉,高温烘烤,让涂层彻底固化。
6. 冷却,看效果。
这中间,预热不够,涂层薄;预热太高,糊料瞬间烧焦,全是麻点。浸入快了裹气,慢了挂料不匀。没有捷径,全凭经验。我见过一老师傅,手一抖就知道温度对不对,机器都赶不上。
问:浸塑件表面有针孔咋整?
答:针孔多半是基材有锈或油污没除净,加热时挥发物冲破涂层。也有可能是浸塑液里水分太多。排查前处理,加强干燥,实在不行换一批树脂试试。这行就这样,问题千奇百怪。
说点扎心的:浸塑的坑与机遇
必须承认,浸塑这工艺在自动化上差点意思。大批量小件,搞浸塑流水线可以,但中小批量的只能靠半手工,人工贵啊。环保也越来越严,PVC增塑剂有邻苯类限制,现在都推环保增塑剂,成本又上去。但市场还是在,毕竟那种柔软的触感,喷涂给不了。加上浸塑可以玩出很多花色:亚光、亮光、磨砂,还能加纹理。所以,如果你是个表面处理工程师,浸塑绝对是个加分技能。关键时刻能保住饭碗。
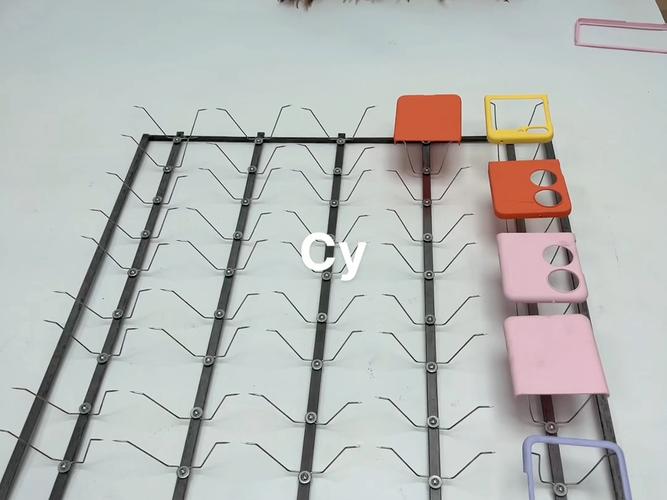
哦,忘了说,浸塑涂层厚度一般在0.5~3mm,甚至更厚。这厚度用来绝缘、缓冲、降噪都行。汽车线束支架、超市手推车儿童座椅,全是浸塑的。你看,处处有它。