先泼一盆冷水:你以为的普通刷子,根本不是那么回事
说实话,入行头三年,我栽在工业刷子上面的跟头,比车间地沟油还多。有回给一条进口涂装线配套盘刷,拍脑袋选了个“看起来差不多”的规格,结果——一个月换三次,产线停摆赔的钱够买一辆合资SUV。老板那眼神,我现在还记得。所以提起工业刷子,我真是又爱又恨。
很多人以为工业刷不就是放大版的牙刷?错!大错特错。一个靠谱的工业刷子,背后牵扯材料、植毛工艺、转速匹配、介质兼容性… 说夸张点,它就是个“旋转的精密部件”。比如你选个工业毛刷,毛丝直径差0.05毫米,去毛刺效果可能天差地别。不是我危言耸听,干这行的都懂。

前阵子有个做轴承的客户,非要指定尼龙丝,说耐磨。我问他工件什么材质,他说淬硬钢。我直接回:那玩意儿没几天就秃了,你得用掺磨料的研磨丝,或者干脆上钢丝刷。他不信邪,试了三个月,乖乖回来换方案。有时候啊,专业就是一遍遍踩坑踩出来的。
工业刷子的门道:别只看外形,要看“芯”
咱们聊聊实在的。工业刷子按形状分:盘刷、辊刷(也叫滚筒刷)、条刷、管刷、异形刷… 每种都有特定战场。
- 盘刷:主要用于平面加工,抛光大平面、去毛刺、清洗传送带。注意底盘材质!铝盘轻但易变形,钢盘重但稳,尼龙盘防腐。
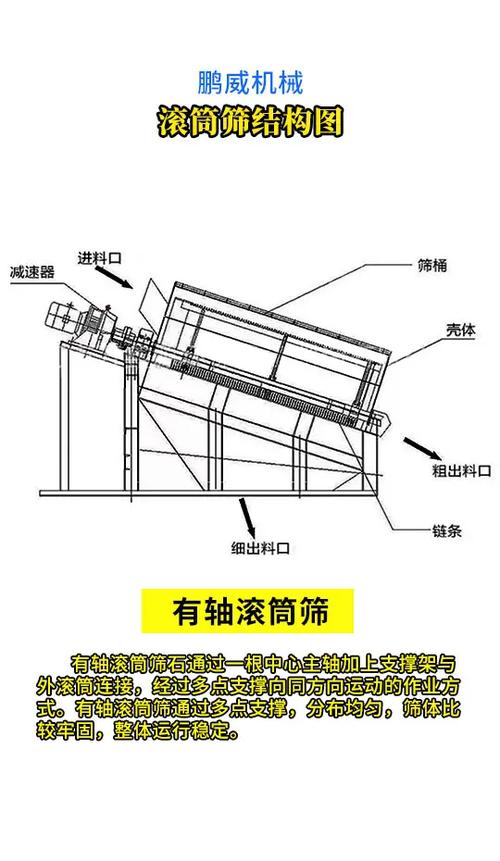
- 工业滚筒刷:连续作业首选,像印刷机、钢板清洗线,几米长的辊刷一转,效果均匀。但动平衡做不好,轴承一个月就废,噪音能让你怀疑人生。
- 条刷:密封、防尘、导向,不起眼但缺了它,设备漏灰漏水,麻烦得很。
选刷子最核心的其实不是形状,是刷丝材料。我是吃过亏才重视的。简单列几个常用的:
尼龙丝(PA):最常见,回弹性好,适合轻切割、抛光。但怕酸,80℃以上软化。有一回用在电镀前处理槽里,泡两天全趴窝了。
聚丙烯丝(PP):耐酸碱,便宜,但硬脆,高转速容易断丝。
钢丝:高强度去锈、去焊渣,但会划伤软金属表面。我们给铝件去毛刺从来不敢用钢丝,除非你故意想做拉丝纹理。
研磨丝:碳化硅或氧化铝颗粒掺在尼龙里,削铁如泥,价格贵但寿命长。记得算经济账,别只看单价。
动物毛:比如马毛、猪鬃,柔软不起静电,用在精密光学玻璃清洁,贵有贵的道理。
再说植毛方式。冲压植毛、注塑植毛、弹簧绕制… 冲压的刷丝密度高但底板厚;注塑的一体成型不易掉毛,但模具费高;弹簧的灵活,异形刷常用。有一回做一款清洁刷,用了注塑尼龙滚筒,结果转速一高,刷丝根部发热熔了,整根报废。后来加了个冷却套才解决。
QA环节:你肯定遇到过这些问题
问:工业刷子掉毛严重,怎么办?
答:掉毛原因很多,常见原因一是植毛不牢,二是刷丝材质脆,三是工况过载。如果是新刷子刚用就掉,大概率是植毛工艺问题,比如冲压的时候孔打大了,毛根卡不住。如果是用了几天后大量掉,可能是化学腐蚀或疲劳断裂。我遇到过一个案例:PP丝辊刷在热水箱里搅动,没几天丝全断了,因为PP热水下变脆。换成耐水解PA612就解决了。还有,别忘了检查刷丝与工件的干涉量,切入太深也加剧磨损掉毛,一般建议干涉1-3mm。
问:想定做非标工业刷,怎么跟厂家沟通才不会被蒙?
答:画图!别光用嘴说。提供这些参数:刷子类型(盘/辊/条)、外径、内径(或轴径)、刷丝材质和直径、植毛长度(也就是刷丝露出来的长度)、植毛密度(通常说每平方厘米多少孔)、最高转速、工作温度、介质(酸/碱/油/水)。如果可能,寄个样品或者对手件。很多时候你以为说清楚了,结果做出来完全不对。我习惯用Excel表格列出技术要求,拍照留底。另外,别光比价格,小作坊的丝可能掺杂回料,用几天就知道了。
还有,别忘了问交期和最小起订量。有些工厂外径500mm的盘刷,交期动不动30天,你要提前备库。
那些年我踩过的坑,说多了都是泪
除了上面说的,再分享几个实战教训。
❗ 忽视动平衡:高速运行的工业滚筒刷,如果动平衡不好,震动会让刷丝不规则磨损,还损坏轴承。有一回转速1200rpm,刷子抖得像拖拉机,后来拆下上动平衡机,差了15克,补重后稳如老狗。所以,购买辊刷一定要求厂家提供动平衡检测报告,尤其是线速度超过15m/s的。
❗ 刷丝和胶水不兼容:有些刷子用的是环氧树脂固定,遇到强溶剂就溶解。比如用在涂装线清洗溶剂罐里的刷子,必须问清楚介质,用耐溶剂的胶粘剂。
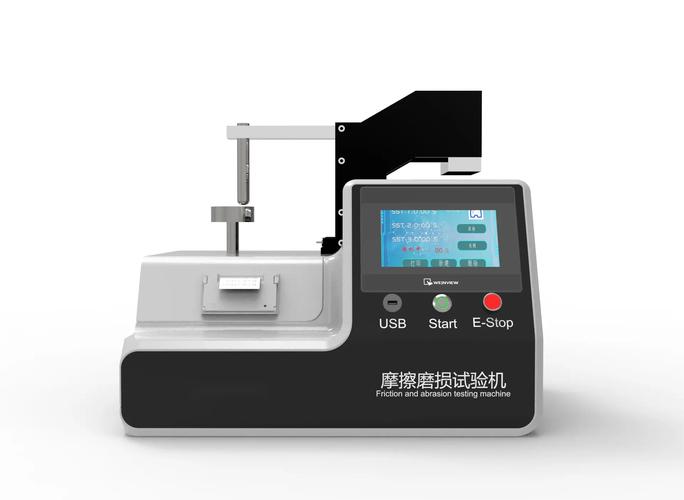
❗ 只注重初始性能,忽略寿命:很多采购只看能不能用,不看能用多久。建议做寿命测试,记录磨损量。我们公司现在所有工业刷入库都要做8小时连续运转测试,测前后重量差,超过5%损耗就退货。
✅ 一个简单的自查清单:
- 工况确认:干燥、有水、酸碱、油污、高温?
- 工件材质硬度:HRC多少?
- 需要达到的表面粗糙度:Ra要求?
- 安装空间:是否干涉?
- 排屑需求:刷丝排列会不会堵?
保养得当,一把顶三把
别以为刷子装上就完事了。定期清理刷丝间嵌入的碎屑,否则越积越多,刷子变磨刀石。我们车间现在用压缩空气每天吹一次,每两周拆下检查刷丝根部是否有裂纹。尤其是潮湿环境,钢丝刷子两三天不用就能锈成疙瘩,涂点防锈油是基本操作。
还有,存储时别堆压,刷丝朝上,用专用支架。我见过有厂家把盘刷摞在一起,结果刷丝压变形,装上去摆动跟喝醉酒似的。细节,全是细节。
说实话,工业刷子这个行当,技术含量被严重低估。好的刷子能提升良率,差的能耗高、换得勤,成本反而更高。我现在选型都拉着工艺、设备、采购一起评审,不敢一个人拍板。
最后说个趋势:现在越来越多厂商提供定制化服务,比如在刷丝中植入金刚石颗粒,用于超硬材料抛光。还有智能监测,在刷子上加传感器测磨损,MES系统自动预警。虽然贵,但确实省心。不过小厂还是要算好账,别盲目追新。
总之,搞工业,细节定生死。一把破刷子,可能毁掉你整条产线的口碑。别问我怎么知道的。