干了二十年钳工,最烦凌晨三点电话响。十次有九次是冲压车间吼:模具又裂了!说实话,冲压模具这玩意,省钱就是找死。我看见过老板为了省两百块材料钱,结果一套模具多花了三万修模费。血淋淋的教训,对吧?

选材:别被“经济适用”忽悠瘸了
很多采购喜欢听卖钢的吹嘘“这款料性价比高”,呵。Cr12MoV便宜?没错。但碳化物偏析严重,冲个不锈钢试试,崩角崩到你怀疑人生。我通常推荐SKD11,贵点,但韧性好,热处理稳定。不过话说回来,如果只是冲冷轧板,批量又不大,Cr12MoV也不是不能用——前提是你得找到靠谱的热处理厂。有一回,一个件拉毛严重,就是材料碳化物纵向偏析高达4级,全废。❗检测碳化物不均匀度,这个钱真不能省。有些厂家用DC53替代,耐磨性更好,但注意,DC53对热处理工艺更敏感,回火温度窗口窄,稍不注意就硬度上不去。
问:“冲压模Cr12MoV够用吗?还是必须上SKD11?”
答:“看产量和板料。如果冲压镀锌板,Cr12MoV粘得你怀疑人生,老老实实SKD11或DC53。别不信邪,我就见过一个月修了八次模的,模具费还没修模多。”——真的,听劝。
热处理:硬度HRC58-62,测出来就万事大吉?想得美
热处理玄学太多了。加热速度、回火充分性、淬火油温……有时硬度合格,韧性一塌糊涂,崩角崩到你失业。你以为你买的是模具钢,热处理完可能是香蕉——弯得不成样,直线度0.2都保不住。所以验收一定要打表,别只盯硬度。有些热处理厂偷工减料,淬火后不回火够,残余应力大,用不了三天就裂。 ❗一定要追踪回火曲线,要求提供工艺参数。关键模具,建议深冷处理,那残余奥氏体转变成马氏体,尺寸稳定性好很多。
问:“模具淬火后硬度偏低怎么办?能重淬吗?”
答:“不建议直接重淬,晶粒会粗大,模具脆成玻璃。先高温回火或退火处理,再重新淬火,但寿命肯定打折。所以热处理一次做对,别省钱找小作坊!”
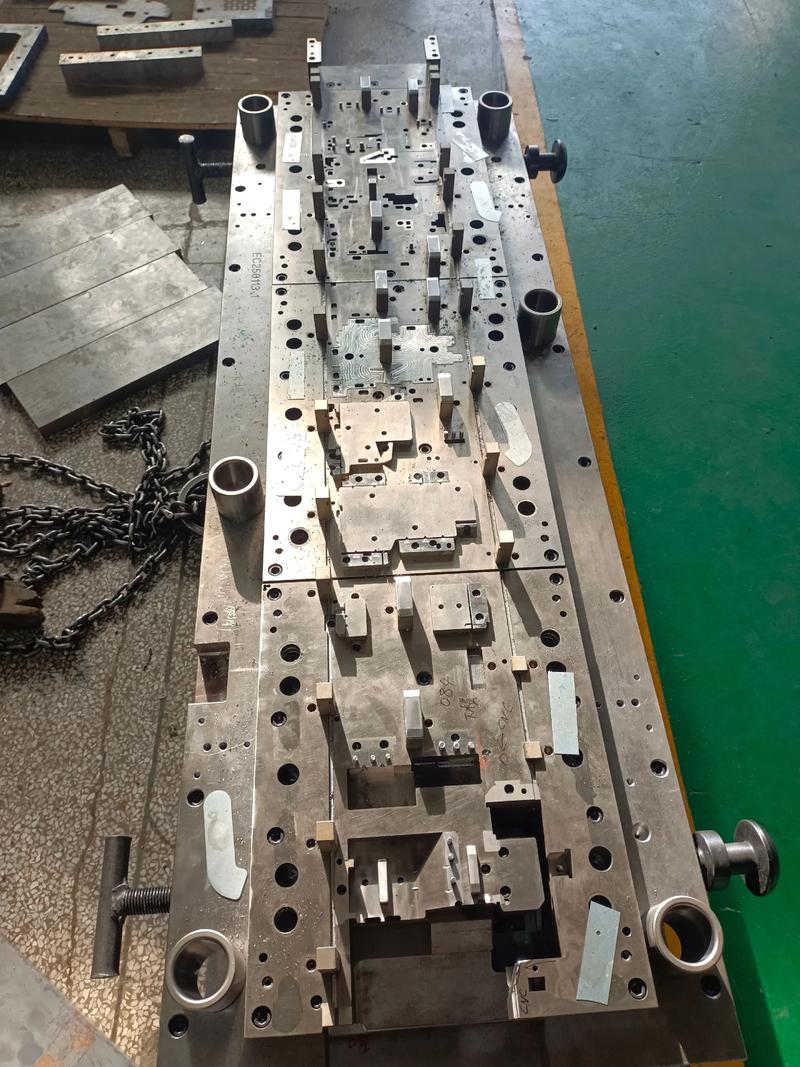
试模:那个让你崩溃又惊喜的过程
模具组装完,上冲床,心跳加速。闭合高度调错?一下就把模座啃了,😱。所以✅高度调整垫片必须备全,别偷懒。冲裁间隙到底取多少?理论值都是书本的,实际料厚波动,落料还是冲孔,间隙方向截然不同。我一般冲孔取料厚的5%,落料取3%,不锈钢再放大。现场试模,用红丹配模,听声音判断间隙均匀性——清脆的‘噗噗’声就对了,闷响准有毛刺。
⚠️安全第一!试模一定要锁紧废料滑槽,飞出来像子弹。另外,导柱导套别干磨,涂耐高温润滑脂。有一次,弹簧选错,氮气弹簧压力不够,废料跳上来,模具啃出坑,万幸人没事。
保养:别等模具废了才想起来擦油
很多厂模具用完了,往角落一扔。锈了?磨磨再用。能撑几万冲次?保养得好,十万次不修模也正常。拆模清洗,气枪吹干,喷涂防锈剂,保鲜膜缠紧。弹簧定期换,别等断了才换;螺丝检查扭矩,松动一次,模板就多一道印子。停用超过一周,务必涂防锈油,包膜,立起来存放,别直接放地上吸潮。南方梅雨季,模具放封闭箱,加干燥剂。
问:“冲压模怎么存放不容易生锈?”
答:“清洗干净,气枪吹干,喷WD-40或挥发性防锈油,膜缠死。环境潮湿就放干燥剂,定期检查。还有,别直接放地上,垫起来,远离切削液飞溅区。”
问:“模具老是拉毛,除了硬度还和什么有关?”
答:“表面粗糙度!关键的成形面必须抛光到Ra0.2以下,镀硬铬或做TD处理效果显著。再就是润滑剂,别小看冲压油,用肥皂水对付?等着换模具吧。还有,上下模硬度差控制在5HRC以内,否则软的那方被啃。”
干模具,胆大心细,别总信‘理论’,实践出真知。共勉吧。