2026-07-04 23:00:37 作者:网编
分类:文章
说实话,挤出模具这玩意儿,玩塑料和金属型材的都绕不开。
但你要说它简单——一副模具丢上机,料一挤就完事?那真是想多了。我刚入行那会儿,就被一副PVC型材模折腾得够呛,连着废了三批料,师傅过来调了调口模间隙,改了改定型模冷却水路,嘿,立马就顺了。所以设计挤出模具,绝不止是画个流道,它得懂材料、懂工艺、懂那一口气顺不顺的玄学。
口模设计:不是简单的截面映射
很多人以为口模就是产品截面的放大版……大错特错。熔体离开口模瞬间会发生离模膨胀(也就是巴拉斯效应),再加上牵引拉伸比,实际口模截面形状必须经过修正。比如你要挤出一个圆形棒材,口模得设计成椭圆?还真有可能,取决于挤出速度、料温、配方。
不信你看——
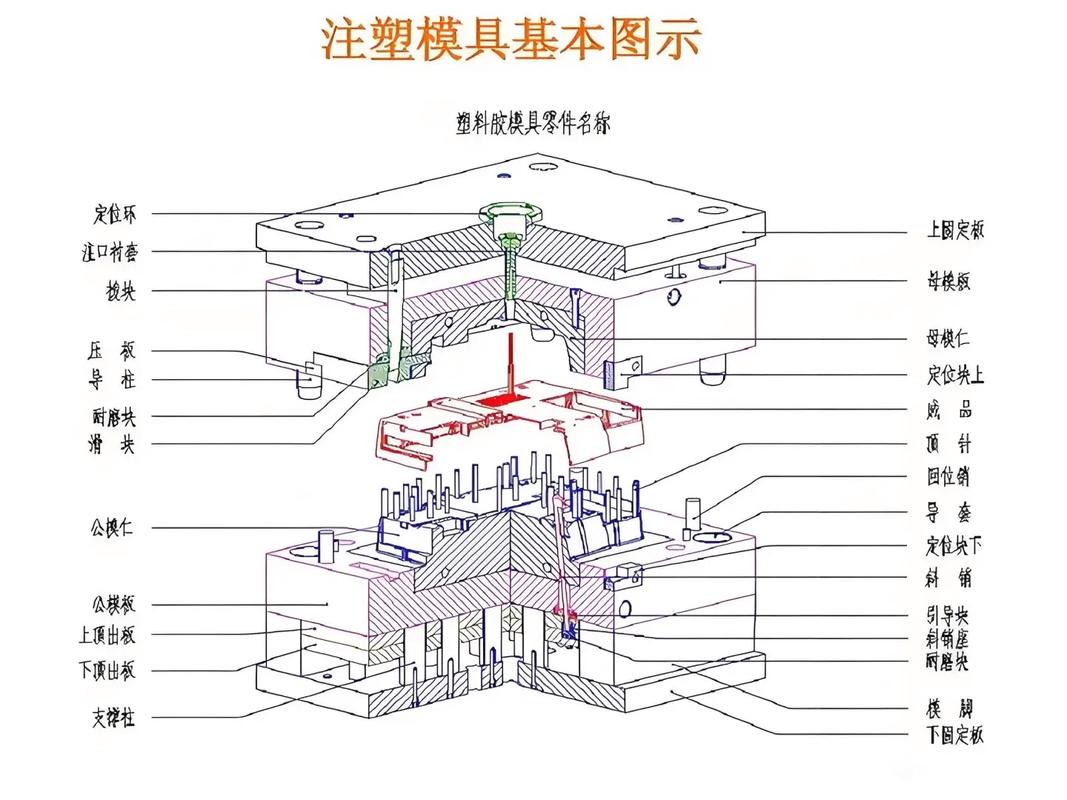 塑料挤出模具口模设计截面修正示意图
我曾经参与开发一款汽车密封条,截面复杂到十几处倒钩和唇边。口模试了七版。第七版!设计师都快哭了。原因就是物料在口模各区域流速不均,有些地方快,有些地方慢,挤出来的型材像蛇一样扭曲。最后怎么解决的?在流道内加阻流块,调整压力分布。说白了,就是让快的区域慢下来,慢的区域快起来。💡这是真正的经验活儿,仿真软件只能参考,最终还得上机试。
塑料挤出模具口模设计截面修正示意图
我曾经参与开发一款汽车密封条,截面复杂到十几处倒钩和唇边。口模试了七版。第七版!设计师都快哭了。原因就是物料在口模各区域流速不均,有些地方快,有些地方慢,挤出来的型材像蛇一样扭曲。最后怎么解决的?在流道内加阻流块,调整压力分布。说白了,就是让快的区域慢下来,慢的区域快起来。💡这是真正的经验活儿,仿真软件只能参考,最终还得上机试。
定型模:冷却定型的冷与热
 定型模:冷却定型的冷与热
口模给了熔体形状,定型模则负责把这形状“冻结”下来。但冷却水怎么走?真空度多少?这直接决定尺寸精度和表面质量。
记得有次做PP中空板,表面总出鲨鱼皮纹,打磨了无数次口模都没用。最后发现定型模水槽水温太高——当时夏天,冷却塔工作不力,水温飙到35度以上。换了台冷水机,瞬间光滑。❗所以别光盯着模具本身,辅助设备的匹配也很要命。
而且,定型模真空槽容易堵那些析出物。每班清理是基本操作,但如果你用了不良的脱模剂,或者料里挥发物多,一天清八次都嫌不够。有一次我们烦了,在定型模前端加了个预冷板,提前让表面硬化,居然大大减少了堵塞频率。这算是一个野路子,但管用。
定型模:冷却定型的冷与热
口模给了熔体形状,定型模则负责把这形状“冻结”下来。但冷却水怎么走?真空度多少?这直接决定尺寸精度和表面质量。
记得有次做PP中空板,表面总出鲨鱼皮纹,打磨了无数次口模都没用。最后发现定型模水槽水温太高——当时夏天,冷却塔工作不力,水温飙到35度以上。换了台冷水机,瞬间光滑。❗所以别光盯着模具本身,辅助设备的匹配也很要命。
而且,定型模真空槽容易堵那些析出物。每班清理是基本操作,但如果你用了不良的脱模剂,或者料里挥发物多,一天清八次都嫌不够。有一次我们烦了,在定型模前端加了个预冷板,提前让表面硬化,居然大大减少了堵塞频率。这算是一个野路子,但管用。
材料与模具的“相爱相杀”
PVC腐蚀性,PC的高温,PE的粘度低……模具钢材选择不对,几个月就给你磨损出凹坑。我现在几乎养成职业病:一谈挤出模具,先问“什么料?填料含量多少?回料比例?”
曾经给客户做一款玻纤增强尼龙的挤出件,最开始用了普通模具钢,三个月,口模出口面啃得跟狗啃似的。后来上硬质合金镶块,成本翻番,但寿命长了几倍。✅这里头有个经济账:别只看模具初始报价,要看每吨挤出成本的摊销。
说到这儿,自然有人会问——
问:挤出模具堵料了,怎么快速解决?
答:快速?不存在绝对快速的魔法,但有些路径能缩短停机时间。首先,停喂料,降低各区温度约10-15度,让粘度稍升,有时可以带出部分堵塞物。不行就拆模,注意安全——熔体高温高压。一旦拆开,用铜刮刀清理流道和口模,避免划伤。关键在预防:原料干燥、过滤网、合适的加工温度窗口。我见过最狠的堵料,是物料在流道里碳化结块,只能烧模清除。所以正常生产时,每两小时检查滤网前后压力差,异常升高就是预兆。
 工业挤出模具清理维护现场操作
问:挤出模具试模时,产品尺寸总是不稳,怎么调整?
答:尺寸波动,八成是温度或压力在跳舞。先检查各区热电偶是否准,把熔体温度控制在推荐范围内。然后看口模各区温度均匀性——温差过大,流速就乱。牵引速度得匹配挤出量,太快会拉伸变细,太慢堆积变厚。定型模真空度波动也会导致壁厚变化。试试把定型模的真空槽分区控制,根据变形方向调节各段负压。通常我们试模时,会做一个“阶梯式”测试:逐步改变一个参数,记录尺寸变化,找出敏感因素。耐心点,这过程急不来。
说这么多,归根到底,挤出模具是实践的科学。理论能帮你少走弯路,但永远代替不了现场那双沾满油污的手。每一次拆卸、每一次调整,甚至每一次失败,都是对模具更深的理解。设计之初考虑装配和清理便利性,比如分体式结构、快换滤网组件,这些细节比花哨的流道理论更有用。
最后我想说,别被那些高大上的模流分析唬住。它们给出漂亮的彩色云图,可到了实际,原料批次间的微量差就能让一切推翻重来。相信数据,更要相信手感。一个干了二十年调试的老师傅,只要听听挤出机螺杆的声音变化,就知道模具里头是顺畅还是憋气——这种本事,书里真没有。
工业挤出模具清理维护现场操作
问:挤出模具试模时,产品尺寸总是不稳,怎么调整?
答:尺寸波动,八成是温度或压力在跳舞。先检查各区热电偶是否准,把熔体温度控制在推荐范围内。然后看口模各区温度均匀性——温差过大,流速就乱。牵引速度得匹配挤出量,太快会拉伸变细,太慢堆积变厚。定型模真空度波动也会导致壁厚变化。试试把定型模的真空槽分区控制,根据变形方向调节各段负压。通常我们试模时,会做一个“阶梯式”测试:逐步改变一个参数,记录尺寸变化,找出敏感因素。耐心点,这过程急不来。
说这么多,归根到底,挤出模具是实践的科学。理论能帮你少走弯路,但永远代替不了现场那双沾满油污的手。每一次拆卸、每一次调整,甚至每一次失败,都是对模具更深的理解。设计之初考虑装配和清理便利性,比如分体式结构、快换滤网组件,这些细节比花哨的流道理论更有用。
最后我想说,别被那些高大上的模流分析唬住。它们给出漂亮的彩色云图,可到了实际,原料批次间的微量差就能让一切推翻重来。相信数据,更要相信手感。一个干了二十年调试的老师傅,只要听听挤出机螺杆的声音变化,就知道模具里头是顺畅还是憋气——这种本事,书里真没有。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:挤出模具:从口模到定型,这些细节坑过多少人?
文章链接:https://www.zystgy.cn/a/54546