这事儿吧,得从根儿上捋。工业制砂,真不是买几台破碎机一摆就能出钱的买卖。设备、工艺、原料、下游需求,缺一环就拧巴。我这些年踩过的坑,吐槽起来够写本书的。

选型迷思:冲击破还是圆锥破?
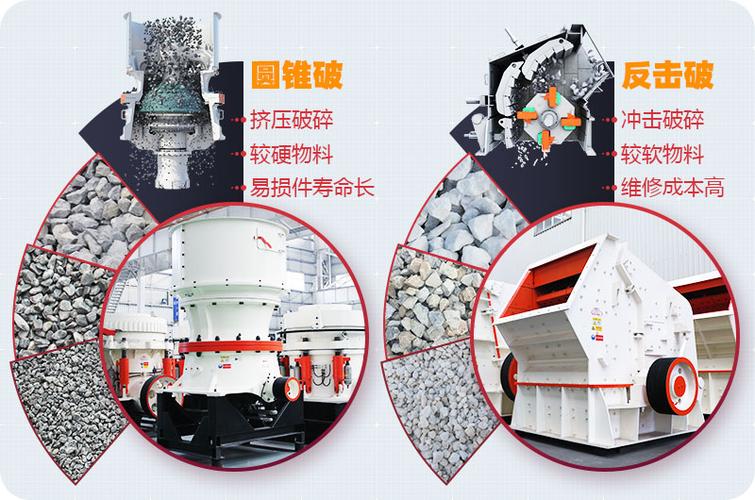
那冲击破就鸡肋了?也不是。石灰石、砂岩这些中软料,冲击破是神器。而且,冲击破的“石打石”腔型,对粒形改善很关键,成品砂的圆度系数能拉到0.9以上,混凝土搅拌站最爱这种。但你要是闭着眼睛买,不看原料硬度,不看磨蚀性,那后期哭都来不及。
还有锤破制砂。便宜,出料也不错……但针片状含量高啊。只能用在干混砂浆这类对粒形不严的领域。或者搭配整形机。可一上整形机,成本又上去了。纠结不?
核心逻辑就一条:原料特性决定破碎机型,下游需求决定工艺路线。别幻想一机通吃。
干法、湿法,到底哪种不坑?
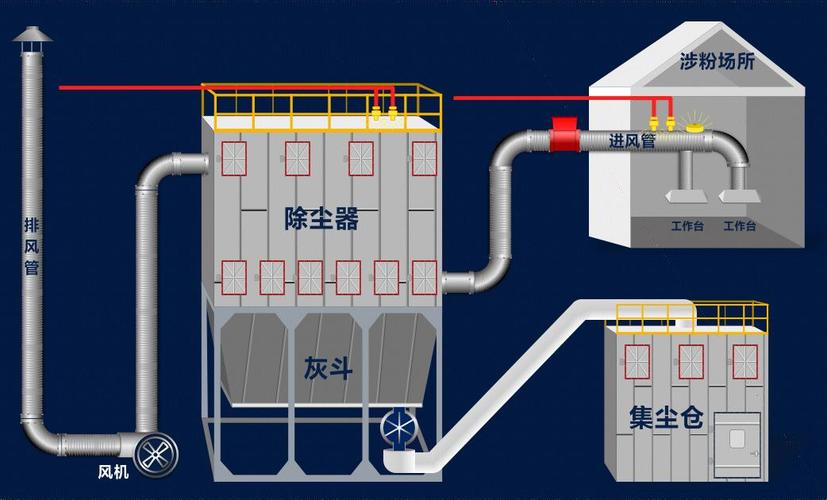
这俩路线的争论,能吵三天三夜。湿法,洗砂干净,含泥量控制低,但需要大量水,还得带污水处理系统。一套压滤机加沉淀池,占地、投资都上来了。更烦的是,洗砂过程中的细粉流失率太高,0~0.15mm的细砂往往流失20%以上,成品砂的级配断档。后来人学聪明了,加细砂回收装置。可那也得加钱啊。干法呢,很环保,不用水。采用选粉机分级,细度模数可调,收尘系统一到位,车间里粉尘基本控得住。但!遇到含泥、含粉超标的原料,干法就瞎了。选粉机根本选不干净,成品含泥量超标,混凝土强度直接受影响。去年在安徽一个石灰岩矿口,含泥量8%,干法试车整了半个月,最后还是乖乖上了洗砂机。所以你看,工艺路线不是拍脑袋定的。
问:干法制砂和湿法制砂到底怎么选?
答:看三样——原料含泥量、水源条件、环保政策。原料含泥低于2%且水源紧张,干法是首选;含泥高于5%或者能拿到洗砂排污许可,湿法更稳。但中间地带就考验判断力了,比如3%—5%含泥,我一般建议做半干法,前端湿法筛洗降泥,后端干法制砂,把水和粉的平衡做出来。当然,投资噌噌上去了。
问:制砂机经常堵料怎么办?
答:堵料原因很多。最常见的是给料速度太快,或者物料含水含泥高。冲击破的话,检查分料盘和涡动腔,有时候物料在破碎腔里形成湿饼,转子堵得一塌糊涂。💡 一个小经验:给料皮带配变频,实时调给料量;冲击破进口加一个振动筛网,提前滤掉湿粉;圆锥破的话,注意紧边排料口别设太小,卡料往往是因为排料口与原料粒度不匹配。堵一次,清理小半天,生产节拍全乱,预防永远比救火划算。
砂石骨料市场这滩水,深浅自知

还有个趋势——固废制砂。尾矿、建筑垃圾、煤矸石,这些玩意儿做成砂,政策有补贴。可玩意难搞啊。建筑垃圾成分杂,轻物质分离不好,砂里带木屑、塑料,混凝土直接废了。技术上,要是前端不做好浮选或风选,后面都是扯淡。我见过一个尾矿制砂项目,花大价钱上了跳汰机加螺旋溜槽,把重金属和硫铁矿先提出来,剩下的尾渣才进制砂线。虽然流程长了,但成品质量稳,人家一吨砂比同行多卖20块。
工业制砂,说到底是个系统工程。从矿山母岩,到破碎筛分,到级配调整,再到环保循环,环环相扣。别信设备厂家“一次成型”、“免维护”的宣传,那是童话。现实里,你得蹲在现场,盯着振动筛的振幅,摸着轴承的温升,调着选粉机的转速。砂子好不好,手一攥就知道——手感粗糙带棱角,水泥抓得牢;滑溜溜像河沙,那一定是整形没到位。
最后提一嘴,智能控制现在也慢慢铺开了。在线粒度监测、破碎腔料位雷达、振动监测传感器……数据上来,调整及时,确实能稳产提质。不过,别指望这玩意儿能替代一个经验丰富的老砂工。它只是工具。真正值钱的,还是人对原料和设备的理解——那种在噪音和粉尘里泡出来的直觉。