但你知道么——就上周,我们车间一批硬质合金刀片,全废了。崩边严重,表面烧伤。原因?磨料用错了。对,就是选了最贵的人造金刚石砂轮。以为硬度天下第一,结果还不如普通 CBN……
这行,水太深。
不是所有硬活儿都能交给金刚石
金刚石耐高温?不,它怕热。800℃以上,碰到铁族材料,直接石墨化。铁、钴、镍,统统不行。听清楚了没?所以磨高速钢,老老实实用 CBN。硬质合金、陶瓷、玻璃,才是金刚石的菜。别一根筋——我吃过亏。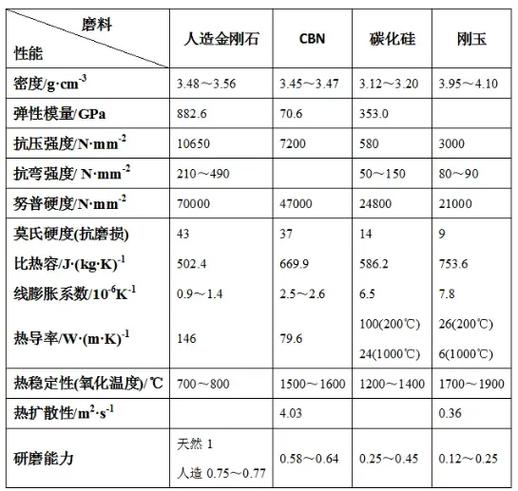
结合剂——磨料的“粘合剂”,选错毁所有
如果说磨料是子弹,结合剂就是枪膛。金属、树脂、陶瓷、电镀……哪种好?没有绝对,只有匹配。陶瓷结合剂气孔大,排屑好,适合粗磨;树脂的有弹性,减振,精磨表面漂亮;金属的把持力强,用于大切深。但有个坑:陶瓷结合剂修整频繁,你受得了吗?我试过一回,磨 PCD 刀具,选了金属结合剂砂轮,那叫一个难修整,金刚石滚轮上去,火花四溅,最后砂轮直接废了。大几万,打了水漂。现在想起来心还疼。
目数、浓度——别被数字游戏忽悠
目数越大越细,但粗糙度不只看目数。浓度呢?100% 浓度就是每立方厘米含 4.4 克拉金刚石。高了,磨削力强,但发热大;低了,容易磨损。要根据结合剂、工件材料来配。硬质合金一般选 75%~100%,陶瓷玻璃可以到 150%。有人以为高浓度万能,傻了吧?有一次,一个外协厂把磨钢的砂轮拿来磨石英玻璃,浓度 125%,结果玻璃崩脆,裂纹一片。问咋想的?答:“这砂轮贵的,肯定好使。” 我只能翻白眼。 问:“金刚石砂轮用到什么程度该换?肉眼看不出来啊!”
答:听声音。正常磨削声是刷刷的,一旦出现刺耳尖叫或沉闷声,保准是钝了。配合测磨削力,如果电流表读数增大 20% 以上,赶紧修整。别死扛,一出事就是批量不良。 问:“电镀金刚石砂轮能修整吗?掉砂了咋办?”
答:不能修!电镀层就那么薄,一修全完。掉砂了?那是镀层质量差,或者你进给量太猛。买砂轮看厂家镀层厚度均匀性,测一下径向跳动,超过 0.02mm 就别收货。再提醒一句,电镀砂轮是消耗品,别当耐用工具。
冷却液——别小看这股“水”
磨削热大部分被冷却液带走。可金刚石怕碱!乳化液一般偏碱,长期用会腐蚀金刚石表面,降低寿命。磨硬质合金,要么用油基冷却液,要么选专用合成液。干磨?不是不行,但得有强力吸尘,否则粉尘细得像面粉,吸进肺里要命。
行了,唠这么多,歇会儿。