一提起颚式破碎机,很多新手眼睛就盯着说明书上那几个参数——进料口尺寸、处理能力、电机功率。对吧?这些当然重要。但干久了你就明白,真正决定这台机器是不是在给你赚钱的,往往是那些说明书里标得含含糊糊、或者干脆没提的东西。比如齿板多久换一次、排矿口怎么调才准、为什么飞轮突然裂了……这些坑,我一个不落全踩过。
破碎腔不是铁箱子,它才是颚破的灵魂
好多人以为破碎腔就是个让石头通过的空腔。错。腔型设计直接关系到你的电耗和出料粒度。深腔型适合硬岩,浅腔型适合软一些的物料,这谁都知道。可齿板的齿形呢?三角形、梯形、波浪形……没几个人认真选过。说实话,我见过一个厂子,破碎花岗岩非要用细齿板,结果三个月齿板就磨成了镜面,连石头都咬不住。换了一副粗齿高锰钢的,多花了点钱,但用了十一个月。你说哪个划算?

齿板磨损是有规律的:下部比上部快,中间比两边快。所以有的老手会把齿板调头用,甚至上下调换,只要结构允许。但 齿板的更换时机 千万别等到完全磨光。磨到齿高剩下原来三分之一的时候,破碎效率就开始断崖式下跌,电耗猛增。更糟的是,磨损不均匀会造成动颚受力偏移,偏心轴和轴承跟着遭殃。
问:齿板到底什么时候该换?不能等它磨光了再换吧?
答:绝对不能磨光。一看齿高:用卡尺量,当齿高磨损超过60%—70%时,就可以计划更换了。二看产量:同样排矿口下,小时产量突然降了15%以上,大概率是齿板抓不住料了。三听声音:正常的颚破是沉闷的挤压声,如果出现刺耳的金属摩擦声,赶紧停机检查,别犹豫。
别小看那个排矿口,它关系全局
排矿口,就是动颚和定颚最下端的间隙。这个数值别说差5毫米,差2毫米你试试看?成品粒度分布完全变了,针片状含量嗖嗖往上涨。可我碰到太多操作工,调整排矿口就拿个卷尺粗略一量,甚至凭感觉。唉,心头真是一紧。
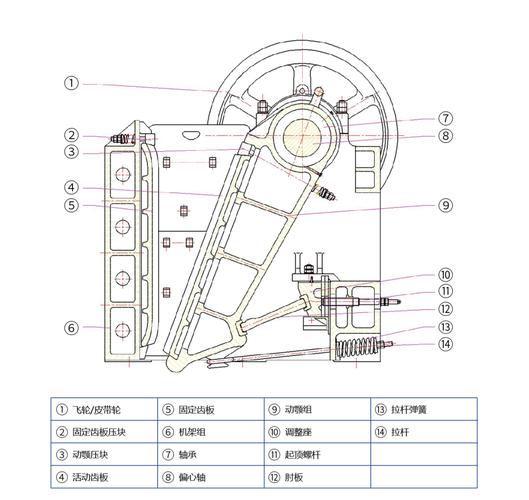
老派但靠谱的方法是铅块测试:停机后,把直径比排矿口稍大的铅块从上面丢进去,转动飞轮让动颚压一下,然后取出压扁的铅块量厚度。铅的塑性好,不会伤齿板,也最准。液压调整的机器虽然方便,但液压系统压力波动会让排矿口慢慢变大,每周至少要用铅块复核一次。另外,排矿口必须两边调得一样宽,否则肘板单边吃力,动不动就断给你看。
问:排矿口怎么调才能保证产品粒度均匀?
答:先说原则:调排矿口不是拧几下螺丝那么简单。首先,找准基准,在动颚和定颚的齿板最下端用粉笔标出四个对称测量点。然后,用铅块法获得真实缝隙值,反复微调,直到四个点读数偏差不超过0.5毫米。最后,空车运转半小时,再停机复测,因为振动和让步会让间隙发生微小变化。如果要求粒度特均匀,排矿口可以比目标最大粒度小3—5毫米,让物料在平行带得到充分破碎。
飞轮和肘板——不起眼的家伙,关键时刻掉链子
飞轮,大铁疙瘩,其实是个储能器。它平衡偏心轴转一圈的能量波动,让电机电流尽量平滑。但飞轮裂纹往往从键槽根部开始,不拆下来探伤根本看不见。我曾在一个项目现场,飞轮直接裂成两半甩出来,万幸没伤着人。从那以后,我要求每半年必须拆检飞轮,键槽和轮毂内孔做渗透探伤,有裂纹就废了,千万别焊补,那是在糊弄鬼。
肘板呢,它既是推力传递件,又是保险装置。遇到铁块之类不可破碎物,肘板第一个断开,保护价值几十万的偏心轴和动颚。但肘板断裂后,很多老板图便宜换铸铁的,强度不对,反而把保险功能给废了。原厂是铸钢的你就换铸钢的,是球墨铸铁就换球墨铸铁,绝对不要擅自改材质。还有,肘板座里的润滑脂别吝啬,干磨出来的凹坑会让肘板头断得莫名其妙。
最后啰嗦一句润滑。偏心轴轴承,那可是高速重载。黄油不是越多越好,加太满散热就差,油封还会胀破。有一次去一个厂,操作工说轴承发烫,我一看,黄油都成黑泥了,一抠硬邦邦。一问,半年没加。你说这怪谁?✅ 定期加脂,每次少量,而且 必须用二硫化钼锂基脂,耐高温抗极压,别的脂玩不转。❗ 别忘了飞轮轴承和肘板座,它们不等于不重要,只是坏的时候你才会想起它们。
颚式破碎机,粗看是个傻大笨粗的东西,细看全是心思。把这些细节守住了,它真能稳稳当当陪你十年。