上周去一个做门窗加工的客户那,看他操作台上躺着一片锯片,刀头崩得跟狗啃的似的。他一脸无奈:“才用了三天,切铝合金就冒火花,以为是转速不对,调来调去,结果还是废了。”我拿起来看了看,直接告诉他——锯片基体偏软,刀头结合剂压根不是切有色金属的料。这种事儿,太常见了。说实话,很多干了十年八年的师傅,对锯片的理解还停留在“能转就行”。可这玩意儿,水真不浅。
锯片不是铁片子,拆开看门道
先泼盆冷水:别以为锯片就是一片圆铁开几个口焊上硬块。好的锯片,基体、刀头、锯齿几何角度,甚至应力分布,处处是坑。基体材质一般是65Mn或者75Cr1,热处理不到位,切着切着就甩片——真不是吓你,直径400mm以上的锯片,一旦碎裂,那动能堪比子弹。刀头材料呢?硬质合金、金属陶瓷、金刚石、立方氮化硼……根据被切材料,选错直接报废。举个例子,切实木用金刚石锯片?土豪随意,但效率低到哭。反过来,切花岗岩用普通合金片,十分钟冒烟。
还有锯齿的齿形,左右齿、平齿、梯平齿、燕尾齿……💡 每种对应不同切割方向、排屑需求。有些老师傅凭经验磨齿,角度差个两三度,锯出来的板子就发黑、崩边。突然想起早年我为了省几百块,买过国产杂牌锯片切亚克力,结果切口全熔了,黏在锯齿上,那味道……❗ 后来一查,压根没做消音线和散热槽。

一问一答:转速、进给和寿命,全搞反了?
问:锯片标称最高转速8000,我开到7000总安全吧?
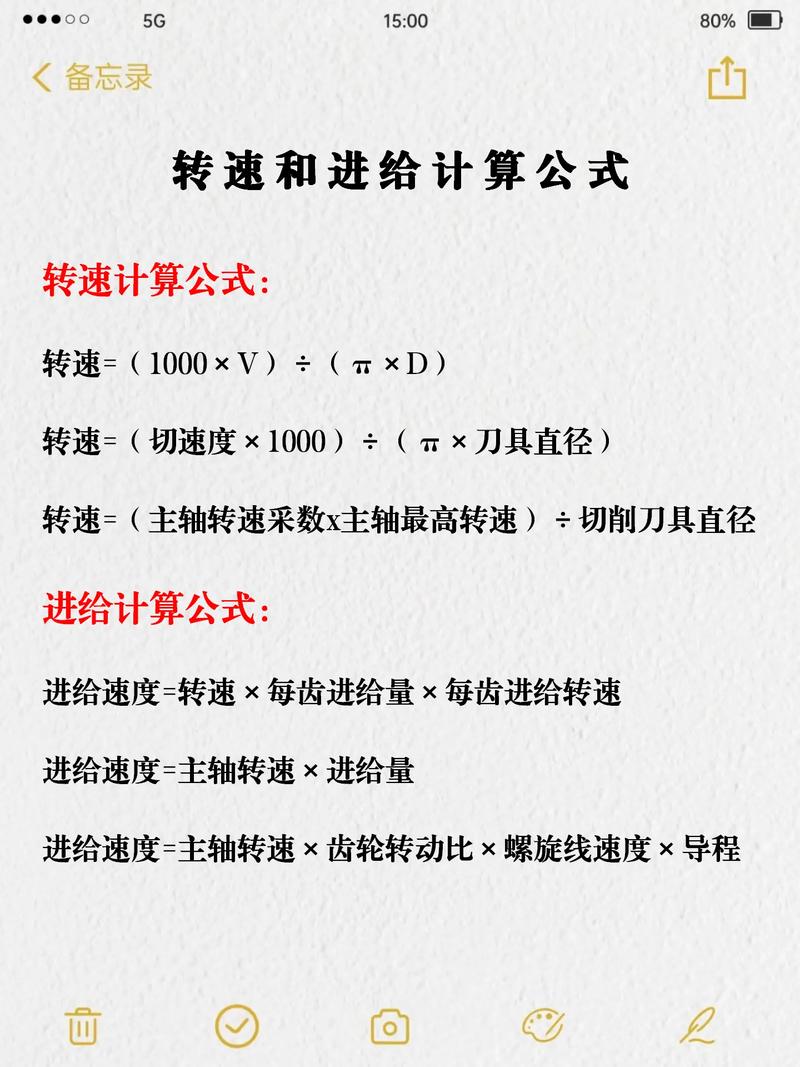
答:错得离谱!标称转速是空载极限,实际切割时负载升高,转速会掉,如果你强行维持高转速,扭矩不够,锯齿瞬间过热,刀头软化。正确做法是根据材料厚度、硬度,匹配进给速度,让锯片保持在最佳切削速度区间。比如切10mm厚铝板,用300mm锯片,线速度大概60-80m/s,换算下来转速4000-5000就足够。超过这个,热量积聚,铝屑黏刀,锯片寿命直接腰斩。不信你试试,切出来的边还发毛。
问:为什么同品牌同规格锯片,我买的比同行便宜,反而更不耐用?
答:可能买到减配版或者翻新片。有些商家把回收的旧基体重新焊刀头,基体疲劳、应力变形,动平衡一塌糊涂。新刀头结合剂也偷工减料,钴含量降低,耐磨性差。😡 正规厂家每片锯片都有激光刻印的出厂编号、刀刃硬度检测值。看刀头焊接处,优质锯片焊缝均匀,没有气孔。还有一招——听声,用金属棒轻敲锯片,声音清脆悠长说明基体致密,闷响的赶紧退。
实战经验:锯片修复和极致省钱法
这两年制造业卷,都在抠成本。但锯片这个环节,省下来的都是纯利润?不见得。我算过一笔账:一组合金锯片,国产低端300元,切中密度板,3000米后刀头磨损,切口起毛,得报废;进口品牌800元,切10000米还能翻磨。翻磨一次成本50元,能翻3-4次,总寿命40000米。你说哪个划算?✅
不过翻磨不是随便找个磨锯店就行。很多小店用普通砂轮硬磨,把刀头角度全改掉,磨完锯片偏摆超0.2mm,装机器上噪声大得像飞机起飞。要找有数控磨齿机和动平衡检测的专业厂家。另外,日常养护极简单:锯片不挂墙,平放或用专用架子;涂层锯片千万别用钢丝刷清理,用软铜刷或者清洗液。💡 再分享个偏方:切铝合金时,在锯片上喷微量切削油,不是浇,是雾化,能降低摩擦系数,刀头寿命延长30%以上。

选型终极指南:跟着材料走
说实话,市面上锯片参数表能看花眼。但核心逻辑就一条:被切材料决定刀头材质和齿形,切割方式决定基体厚度和槽型。我给车间编过一个速查口诀:
- 软木(松木、杉木)→ 硬质合金左右齿,前角15-20°,齿数少,排屑快。
- 硬木、人造板 → 硬质合金梯平齿或左右齿负前角,防撕裂。
- 铝型材、铜管 → 硬质合金梯平齿,前角要小,甚至零度,强制切削。
- 不锈钢、钢棒 → 金属陶瓷锯片或涂层硬质合金,干切必须带冷却。
- 石材、瓷砖 → 金刚石锯片,分干切湿切,注意结合剂硬度。
- 玻璃、碳纤维 → 超薄金刚石锯片或激光水刀,锯片不是唯一解。
这里得吐个槽:很多卖锯片的自己都分不清,把切木头的当切铝的卖,坑人不浅。另外,锯片孔径要匹配设备主轴,千万别用变径圈凑合,同心度偏移一丝,锯片报废不说,主轴都给你整弯。
几句掏心话

写了这么多,其实就一个意思:锯片虽小,却是整个切割系统的“牙齿”,牙不行,再好的床子也白搭。别等崩齿、甩片才去重视,那会儿可能就是安全事故了。❗ 还有,多看看刀头磨损形态,能反推出切割参数合不合理——前刀面月牙洼磨损?切削速度太高。后刀面快速磨钝?进给太低,摩擦太剧烈。这玩意儿跟中医似的,望闻问切。
最后说个冷知识:世界上最大的金刚石锯片直径超过5米,用在矿山开采,一个刀头比我脑袋都大。咱们工业人虽然不用那种庞然大物,但原理相通。下次换锯片时,多花十分钟琢磨一下,省回来的可是真金白银和时间。