干燥的命门:不是温度,是均匀性
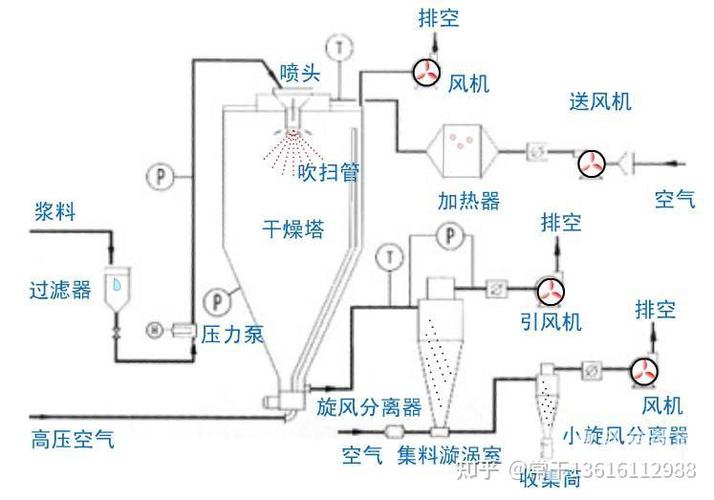
很多人一提到干燥,就想着“提高温度”。错得离谱。工业干燥的核心是什么?是传热传质的均匀性。哪怕温度低一点,只要热风与物料接触充分,干燥效率反而高。我见过那种傻大粗的厢式干燥器,热风只从一侧吹,另一侧的物料还湿漉漉的,能耗倒是高得吓人。💡 记住:均匀的热风分配是干燥成败的关键,而不是单纯的高温。 问:为什么我干燥后的产品总是结块,流动性很差? 答:结块通常两个原因:干燥不彻底导致残留水分引起再水合,或者物料本身有热敏性,局部过热产生了熔融。解决方法一个是调整尾气温度,确保出口湿度达标;另一个是考虑用脉冲气流或者流化床进行二次干燥。千万别一味提高进风温度,那只会让表面硬化,内部湿气封住,出来全是疙瘩。我当年就栽在这上面,整批料报废,老板脸都绿了。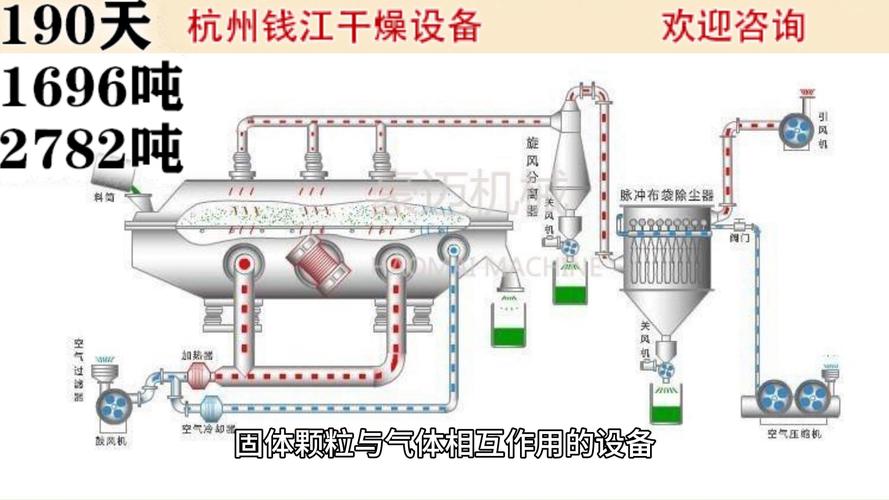
选型那些坑:喷雾、流化床还是真空?
能耗与环保:不得不说的痛
