干了快二十年喷雾干燥,最怕听见一句话——‘这不就是把液体喷成粉嘛,有啥难的。’
说实话,每次听到这种论调,我都想把人拉到车间,指着那台轰鸣的干燥塔说:你试试,试完再聊。真的,这玩意儿水太深了。深到有时候你调了一个参数,出来的粉末能让你怀疑人生。
别被‘干燥’两个字骗了
喷雾干燥的核心,确实是瞬间把液态物料变成干粉。但‘瞬间’这两个字背后,是流体力学、热力学和物料特性三者之间的极限拉扯。你以为是喷头一甩,热风一吹就完事?大错特错。
比如说,进风温度设到200℃,出风温度控在90℃,听起来标准吧?但碰到热敏性物料,比如某些酶制剂或者中药提取物,这个温度就是灾难——粉末活性直接归零,颜色从奶白变成焦黄。可温度低了,含水量又下不来,堆在那儿像湿泥巴。你怎么办?只能一点一点试,试到崩溃。
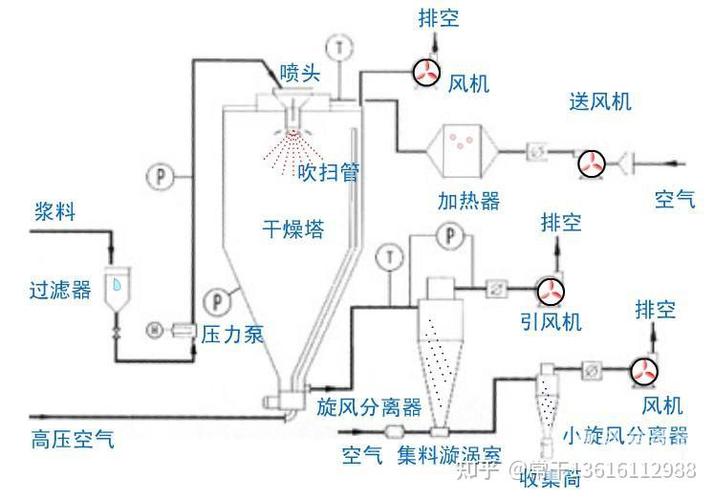
再说雾化器。离心式雾化器靠高速旋转把料液甩成液滴,优点是适应性强,高粘度物料也能处理,但那个振动……调不好整个塔都在跳,检修频率高得吓人。压力式喷嘴呢?结构简单,能耗低,可一旦料液里有稍微大点的颗粒,立马堵给你看!堵一次,拆洗半天——而且你永远不知道下一次堵是在什么时候。所以选型时,大家都纠结得要死。
选型这件事,全是妥协
很多企业上项目,一上来就奔着‘最大产能’选设备。结果呢?实际生产时,物料的固含量稍微波动一下,干燥效果就打折扣;或者为了适应原料季节性变化,不得不频繁调节参数,导致设备根本跑不到设计值。钱白花了不说,还天天跟设备较劲。
我有个客户,做食品配料的,非要买一台处理量超大的压力式喷雾干燥机。结果厂房层高不够,塔体矮了,干燥行程短,出来的粉水分总偏高。最后硬是在进料前端加了浓缩装置,才勉强达标,多花了几十万。你说疼不疼?

所以啊,选型之前,一定要把物料的粘度、含糖量、热敏性、最终粒度要求理清楚。粘度高的,考虑离心式;有晶体析出容易堵喷嘴的,考虑双流体喷嘴或者气流式。但气流式的能耗……电费账单会教你做人。
问:为什么我的粉末老是粘在塔壁上?
答:粘壁是喷雾干燥最常见的问题之一,但原因各不相同。如果粘在塔体上半部,一般是进料速度太快或者雾化不充分,大液滴没干透就撞上去了。这时候要调低进料速率,或者提高进风温度。如果粘在锥体部位,多半是出风温度太低,粉末还没干透就被带到下部,发生半湿粘附。还有一种情况,物料本身熔点低、含糖高,属于热塑性粘壁——这时候需要降温,或者采用夹套冷却、塔壁扫粉装置。别一粘壁就骂设备,先查参数和物料特性。
问:进风温度是不是越高越好?
答:绝对不是。进风温度高了,热效率确实上升,蒸发量跟着涨。但太高会带来三个致命问题:第一,热敏性物料降解或焦化;第二,粉末表面会硬化,形成‘硬壳’,阻碍内部水分逸出,反而导致含水量不均匀;第三,出风温度必然跟着升高,尾气带走的热量损失大,能耗不降反升。合理的做法是根据物料耐受度和目标水分,找到平衡点。通常进风温度每降低10℃,能耗能下降约5~8%——这可是真金白银。
参数调节:一场与物料的博弈
我经常对新人说,操作喷雾干燥,就像跟一个脾气古怪的老伙计打交道。它不跟你讲道理,只给你看结果。你动一下进料泵频率,出粉的松密度和流动性就变了;你调一下风门开度,塔内负压波动,粉体回收率马上跳数字。而这些变化,有时要隔十几分钟才反馈出来——滞后性让人抓狂。
💡 一个实用建议:养成记录‘手感参数’的习惯。除了仪表显示的温度、压力、流量,把振动噪音、视镜观察到的雾化状态、甚至出粉时的气味都记下来。这些数据比自动化报表更管用,我能靠直觉判断,全靠当年的笨功夫。
还有件事,很多人忽视物料预热。冬天,料液温度低,直接进塔,等于让干燥系统额外消耗能量去升温。把料液预热到接近塔内蒸发温度,可以显著提升效率,而且对粘度高的物料,还能降低进料阻力。一个小换热器,几个月省回成本。
❗ 但我最想吐槽的还是清洗。不管离心式还是压力式,停机若不清洗干净,残留物料干结在雾化盘或者喷嘴孔里,下次开机,轻则雾化不均,重则直接卡死。尤其那种高蛋白的料,结垢后硬得跟石头一样,你拿凿子剔都费劲。所以别偷懒,趁热清洗,或者用CIP系统——虽然初期心疼那点钱,但长远看,省心太多。
最后说几句扎心的话。喷雾干燥技术发展了上百年,但依然没有‘万能解’。每换一种物料,甚至同一物料换了产地批次,工艺都可能要重调。这不是一门精确的科学,倒更像一门经验手艺。你投入的每一次观察、每一次失败、每一次凌晨三点还在塔底下测水分,都会沉淀成一种感觉——那种感觉到后来,能让你在参数偏离之前就预感到不对劲。
这东西上头。真的。