三年前,喷一个轴套,火焰调得猛了点,结果涂层像饼干渣一样碎了一地——当时那感觉,真想把喷枪砸了。但后来发现,这不是热喷涂的锅,是工艺的锅。说实话,搞机械这行,谁没在热喷涂上交过学费?今天就跟你们唠唠,那些书上不写的门道。
热喷涂到底是什么魔法?
其实原理巨简单:把线材或粉末加热到熔融或半熔融状态,用压缩空气或者其它气体把它吹成微小液滴,高速喷射到预处理过的工件表面,扁平化凝固,层层堆叠成涂层。它不是什么新鲜玩意儿,上世纪50年代就工业化了。但能用好的人,凤毛麟角。为什么?因为变数太多——材料、参数、环境、操作工心情……稍不留神就给你颜色看。不过话说回来,它酷就酷在基材几乎不咋受热影响,变形极小,而且理论上任何能熔而不分解的材料都可以喷。金属合金、陶瓷、塑料、复合材料,通吃!
问:热喷涂和传统的电镀、堆焊比,到底强在哪?
答:电镀那层膜,薄,还容易有氢脆,环境也不友好;堆焊呢,热输入大得吓人,薄壁件一焊就扭成麻花。热喷涂不同,基体温度可以控制在200℃以下,变形基本忽略。而且材料选择自由度爆表——你想喷碳化钨耐磨,行;喷氧化铝耐高温,行;喷特氟龙防粘,也行!但,缺点也让人头疼:结合强度主要靠机械咬合和微弱的物理吸附,不像焊接那样冶金熔合。这意味着,你要是在重载冲击工况下硬用它,等着掉块吧。所以,选不选它,看场合,别瞎用。
喷涂材料:选对了是涂层,选错了是渣渣
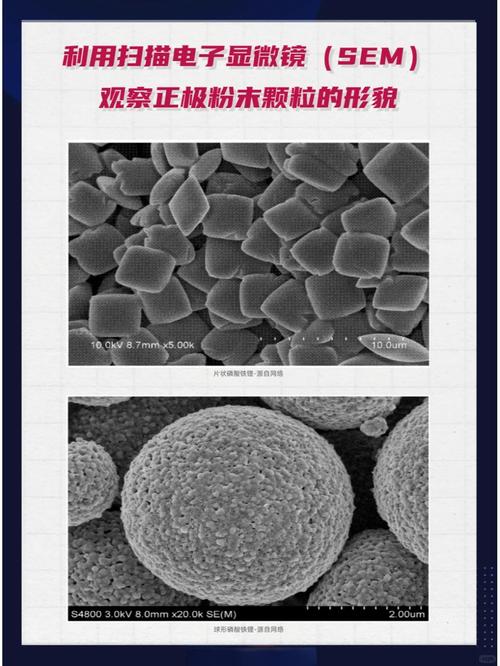
材料这关,坑特别多。市面上光热喷涂粉末少说几百种,每家的粒度分布、流动性、球形度都不一样。有一次,我图便宜用了一批国产氧化铝钛,价格是进口的一半,结果呢?涂层沉积效率极低,喷半天厚度上不去,而且孔隙率大得能跑马。后来查了才知道,粉末粒度粗了,熔点高,火焰里没熔透。所以,别光看成分,物理特性更关键。我现在拿到新粉,第一件事就是上显微镜看形貌,做粒度分析。✅ 强烈建议:买粉时,让供应商提供沉积效率和孔隙率数据,别信他们那张嘴。
还有,涂层设计也头疼。有时候需要打底层,像镍铝复合粉末,能提高结合力;有时候需要梯度涂层,缓解热应力。干这行,你得多试错,没有万能公式。记得给一个化工厂做耐酸涂层,陶瓷层直接崩了,后来加了粘结层和过渡层,才搞定。那段时间,头发都多掉了几根。
工艺参数:魔鬼藏在细节里
好了,材料选对了,接下来才是真正的修罗场。热喷涂的工艺参数,不说上百个,影响大的也有十几个。最关键的是喷涂距离、送粉速率、火焰功率、雾化气压。差一点,涂层质量天上地下。举个例子:喷涂距离太近,粉末没充分熔融就被反弹,疏松多孔;太远,颗粒冷却过头,变形不足,结合力差。有一次,我帮徒弟调参数,他死板地按照手册设 120mm 距离,结果涂层总掉。后来发现,那天车间湿度大,火焰降温快,实际有效距离缩了。我让他调到 100mm,再喷,完美。所以,手册是死的,人是活的,你得学会看焰流、听声音、观察涂层颜色变化。老法师为什么厉害?他们凭感觉就能调好,这是时间泡出来的。
问:为什么我喷的涂层总出现裂纹或脱落?预处理也做了啊!
答:八成还是预处理没到位!别以为喷砂到 Sa2.5 级就万事大吉。粗糙度不够,锚固点太少;表面有油污或潮气,结合力直接打对折;基体预热不足,首层颗粒激冷收缩应力大,微裂纹就埋下了,等着扩展脱落吧。另外,喷涂过程中基体温度过高也不行,热应力会在冷却时让你崩溃。❗ 我的经验:喷砂后两小时内必须喷涂,否则表面活性降低;基体温度根据涂层材料控制,陶瓷类要预热到 200℃左右;用红外测温仪监控,别靠手摸。还有,每层厚度别贪多,薄喷多层,让应力充分释放。
应用:别只盯着耐磨,热喷涂能救命
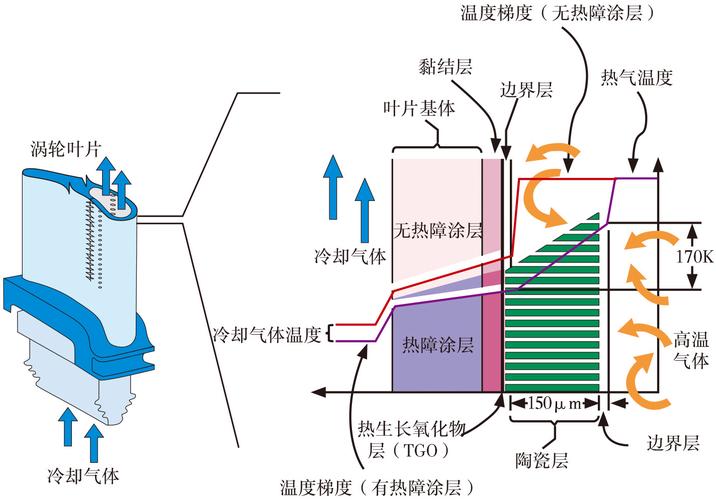
一提到热喷涂,大家就想到修复磨损轴颈、做耐磨衬板。太局限了!航空航天领域,它可是救命技术。涡轮叶片上的热障涂层,就是氧化钇稳定的氧化锆,能让叶片在高于基体熔点几百度的燃气里工作,没这层“隔热服”,发动机早化成一滩水了。石油管道内壁喷一层熔结环氧,防腐寿命轻松上 30 年。就连你去医院换人工髋关节,那金属杆表面喷涂的羟基磷灰石,就是为了诱导骨头长进去,实现生物固定。这些高级应用,对工艺要求苛刻到变态,但做到了,就是高利润。不过说真的,国内很多小作坊还停留在喷锌防腐这种低端层次,可惜了。
行,就聊这么多。热喷涂这玩意儿,上手容易,精通极难。千万别觉得买个设备,拉个电线就能干,那是糊弄事儿。真想做高端,得下苦功研究材料、参数、失效机理。你要是感兴趣,欢迎找我唠嗑,咱一起“避坑”。毕竟,这些年踩过的坑,够写本书了。