干研磨快二十年了,每次有人跟我说“研磨嘛,不就是磨磨平”,我都想翻白眼。你当是磨菜刀呢?工业研磨里的坑,深得能埋人。今天不聊虚的,说说那些让你白干三天三夜还报废工件的破事儿。磨料选错,神仙也救不了——这话我奉为圭臬。
磨料选不对,全都白费
刚入行那阵儿,有个活儿要研磨硬质合金模具,我图省事抓了把碳化硅。结果?磨了半天纹丝不动,差点把砂轮崩飞。被师傅骂了三天——硬质合金就得用金刚石磨料,这道理简单,但新手总栽跟头。后来学乖了,先查工件硬度,再定磨料。💡
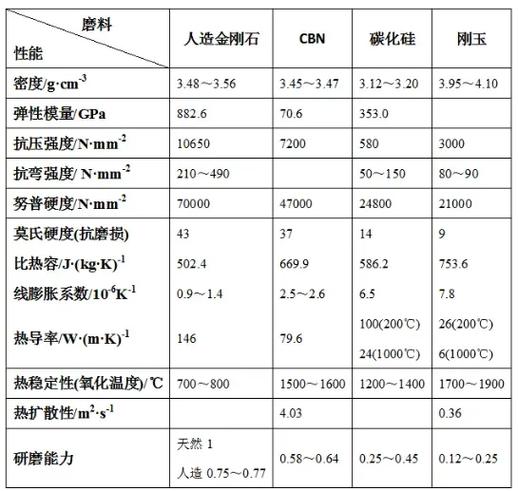
常见磨料那点事儿:
- 金刚石:专治各种高硬,如陶瓷、硬质合金,贵是贵,效率高得吓人。
- 碳化硅:对付铸铁、有色金属,经济实惠,但别越界碰硬茬。
- 氧化铝:钢件研磨的主力,韧性好,不易破碎。
可别以为记住这仨就完事了。粒度呢?结合剂呢?有一天我突发奇想,用粗粒度直接干精研,出来的表面跟狗啃的似的。后来老老实实分级:粗研用80#-120#,半精研240#-400#,精研600#以上,才拿得出手。❗精细活儿,心急就是烧钱。
问:研磨时总有莫名其妙的大划痕,烦死了!
答:我打赌,不是磨料混进了粗颗粒,就是周围环境太脏。研磨间要像手术室那样干净!磨料用之前筛一遍,别把上道工序的残渣带进来。还有,研磨盘要清洗,工件要清洗——血的教训,我那回就毁了一套精密阀芯,值五千块呢。😡
研磨液?可不是加点水就行

有次客户来厂里,看我直接往研磨盘上倒洗洁精水,脸都绿了。没办法啊,当时研磨液用光了,急用。后果就是工件发黑,表面粗糙度暴跌。研磨液这玩意儿,冷却、润滑、清洗、防锈,缺一不可。选不好,前面的功夫全白搭。
水基还是油基?这个争论能开三天会。我个人的偏好:粗磨用水基,散热快;精磨用油基,光洁度更好。比例嘛,真不是固定的。有一回我照说明书兑,结果磨出来的工件黏糊糊,原来是材料特殊,只能减少浓度。所以说——经验比手册重要,自己试几次,记录参数,比啥都强。

问:研磨液加多少合适?浓度怎么调?
答:我的土办法:用手指沾一下,感觉滑溜溜但不滴答,就差不多。水基的搅起来有小泡沫,油基的看黏度。别迷信什么5%-10%的黄金比例,每个车间温湿度不同。有一次夏天,研磨液挥发快,我一小时加两次,冬天就省心多了。所以——试,多试,没捷径。✅
设备精度,你以为你掌控了全局?

去年那台双面研磨机,刚校准完,样件出奇地好。可大批量一跑,废了三分之一。查了一圈,主轴跳动超了0.002毫米——就这头发丝的几分之一,把平面度全毁了。修机的那两天,我恨不得把维修工掐死。工业研磨的精度,0.001毫米是常态,可这常态得拿命换。
别光盯着研磨机,夹具呢?工件装夹稍有应力,研磨完一松,变形!我吃过这种亏,连夜返工。后来搞了低应力夹具,工件自由状态研磨,才勉强过关。还有研磨盘,不平了?赶紧修整,别凑合。🔧
问:研磨后的平面度老是不稳定,怎么办?
答:先查设备——主轴、导轨、研磨盘精度。再查工艺参数:压力太大?转速不合理?有一次我减了30%的压力,平面度立马改善。还有个容易被忽视的:研磨轨迹。得让工件在盘上不规则运动,别走出重复划痕。换过新研磨盘,轨迹变了,问题消失。神奇吗?就一层窗户纸。💡
研磨这行,干得越久,胆儿越小。每道工序都像在走钢丝。说真的,哪有什么高手,不过是把犯过的错都刻在心里罢了。最后一句忠告:数据要记,手感要练,但别太信直觉——仪器比人靠谱。