说实话,干机械这行二十年了,提到‘工业磁铁’四个字,我还是会想起05年那档子事——一批新到的电磁吸盘,装上去没两天,吊着的钢板突然滑脱,差点砸到人。调查下来,原因简单得可笑:采购图便宜,买了非工业级产品,温升一上去,磁力衰减得比股市还快。后来我们现场拆了一个,里面线圈绝缘层都脆了,一碰就碎。从那以后,我骨子里刻下一句话:工业磁铁这玩意儿,不是能吸铁就能叫工业级。
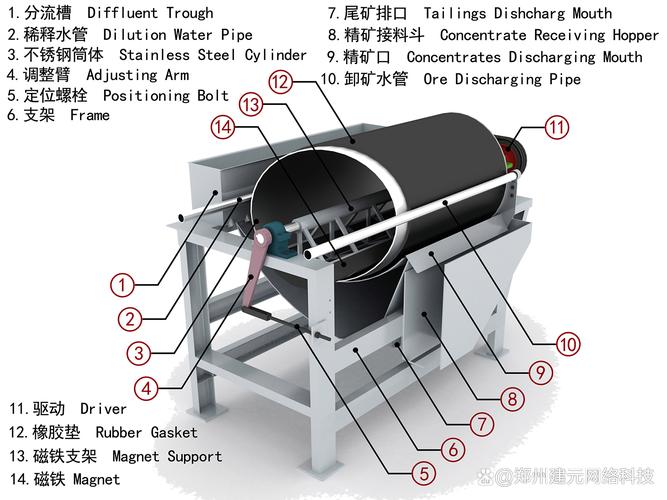
可惜啊,直到现在,很多同行还在把工业磁铁当巨型‘吸铁石’来买,看个吸力公斤数就下单,连基本的工作制、退磁曲线都没搞清楚。我亲眼见过做磁选机的厂家,因为永磁块排列不合理,用不到半年磁感线全跑了,整台设备变成了废铁。别笑,这种事一年能遇上好几起。所以今天我想掏心窝子聊聊,关于工业磁铁那些你网上查不到、手册不会写的门道。
一、你以为的‘强力磁铁’,可能连门槛都没摸到
很多人对工业磁铁的认知,还停留在钕铁硼强力吸铁的阶段。真有这么简单?工业应用里最核心的不是绝对吸力,而是退磁曲线和矫顽力。特别是用到起重吊具、磁选机、除铁器这些地方,磁铁时时刻刻在交变载荷和恶劣环境下工作,内禀矫顽力低了,一个冲击、一次过载,磁性能就永久衰退。你说买的时候吸力足有什么用?用两个月跟得了骨质疏松似的。
另一个容易忽略的点是工作气隙。实验室测吸力是零间隙、光洁表面,现实里呢?吊的钢板带锈、带毛刺,中间隔了一层厚厚的油漆,气隙一增加,吸力指数级下降。有次去一家钢材加工厂,他们抱怨新上的电磁吸盘吊不起额定载荷,我一测,实际工作气隙超过了3毫米,吸力只剩下标的60%不到。解决办法倒不复杂——打磨接触面,同时把电流调大了10%,但这一调,线圈发热又上来了,得核算温升。这就是典型的链条式问题,没有系统思维,分分钟掉坑里。
问:同一台电磁吸盘,为什么冬天吸力明显不足?
答:这其实是个常见的误区。低温下铜线圈电阻降低,相同的电压下电流会增大,按理说磁通应该增加啊?但铁芯磁饱和之后,增流带来的增益微乎其微,可发热却大幅上升,线圈老化加速。更要命的是,如果环境湿度大,昼夜温差导致凝露,线圈一旦受潮,绝缘等级骤降,直接烧毁的我都见过好几起。所以你看,工业磁铁的选材和封装工艺,比如是否采用全密封树脂灌封,直接决定它能不能扛过北方的冬天。
二、参数表上的猫腻,比你想的深
采购的时候,厂家发来一摞漂亮彩页,吸力标得吓人。但你可知道,那个吸力值是在什么基准下测的?举个典型例子,永磁起重器,它的标称吸力大多是针对10毫米以上平整厚度、低碳钢钢板,在完全贴合状态下测的。换个薄板,或者材质是高锰钢、不锈钢,吸力能掉到让你怀疑人生。我指导过一家回收站,他们用永磁吸盘吊运废钢,里面混了各种合金,结果吸力忽大忽小,最后我们改用深浅补偿式电磁吸盘,配合调磁控制,才基本稳定下来。
除了板厚和材质,占空比是另一个被严重低估的参数。电磁铁不是设计来24小时不停磁化的,有些小厂标注的吸力,是按10%占空比测的,也就是吸1分钟得歇9分钟。你买回去连续用,线圈从里到外热透,磁力必然衰减。我们以前做自动化分拣,因为产线提速,占空比从30%提到70%,没几个月线圈绝缘击穿,还引发了短路停机,损失惨重。后来全换成H级绝缘、内置温度传感器的工业磁铁,才彻底省心。
问:如何快速判断永磁起重器是否已消磁?
答:有条件的用高斯计测端面磁场,对比出厂数据,衰退超过10%就该警惕。现场最实用的土办法是‘铁板拉开法’——用已知厚度、材质的标准钢板,看拉开所需的实际扳手力度。如果原来额定1吨的吊具,连500公斤都吃力,别犹豫,赶紧退磁再充磁。但注意,充磁必须找专业厂家,自己拿高压脉冲瞎搞,极易把磁钢打裂,反而彻底报废。
三、维护不是拧拧螺丝,是保命
说完选型,再聊聊维护。大多数工厂对工业磁铁的保养就是——擦擦灰。这!根!本!不!够!先说电磁吸盘,极面磨损会导致气隙不均,吸力分布畸变,严重时会局部过热。建议每半年用平面度尺检测一次,磨损超过0.5毫米就要上磨床修平。但修磨有讲究,磨削量过大会使线圈与极面的安全距离缩短,有击穿风险,这个尺寸得跟原厂确认死。
永磁起重器切不可跟酸性、腐蚀性介质接触,钕铁硼磁体对腐蚀极其敏感,一旦镀层破损,内部会从晶界开始粉化,行业内叫‘磁瘤’,不到半年磁力能降一半。这事儿在电镀车间、酸洗线上特容易发生,别不当回事。还有个细节——长期不振动的磁路,突然经历剧烈冲击,比如吊装碰撞,可能引发磁畴翻转,造成局部退磁。所以,吊装作业的平稳性,远比你想象的更重要。
电气部分,直流接触器的选用是关键。很多人用普通交流接触器替代,触头分断能力不够,直流电弧拉长烧蚀严重,久了就粘连。一旦断电后接触器断不开,电磁铁就会持续通电发热,那不是故障,是火灾隐患。务必选用专用的直流快速接触器,并定期检查灭弧罩是否碳化。
四、选型时的几个反直觉真相
最后聊点你可能没想过的。很多人以为工业磁铁越‘强力’越好,但磁化力过大反而会带来危险。比如某些粉末冶金环节,磁选机磁场过强会吸附过量铁粉,导致机芯堵塞甚至拉断传动链。再比如精密机床的磁性排屑器,磁场太强会使铁屑桥接,刮伤导轨。合适的才是最好的。
还有,随着稀土价格波动,钕铁硼越来越贵,一些厂家开始用铁氧体混合配方,但磁路设计没改,结果就是常温吸力勉强达标,温度一高彻底趴窝。所以你看参数,不光要看常温下的最大磁能积,还得看温度特性曲线,尤其是矫顽力温度系数,负值越接近零越好。现在有些高级的工业磁铁采用钐钴磁钢,虽然贵,但耐200℃高温照样稳如泰山,特殊工况下其实更省钱。
写这篇,不为别的,就希望圈里的朋友少交些学费。每次看到好好的设备因为一块磁铁趴窝,我心里真不是滋味。这行没有什么高科技,全是细节堆起来的可靠性。