昨晚又崩了一把刀。不是杂牌货,正品山高的,刚用了不到半小时,刃口就掉了一块。我盯着那缺口愣了五秒——这已经是本月第三把了。说实话,那一刻想骂人。可骂谁呢?走刀参数我自己调的,转速进给还在机器预设范围内。问题出在哪?
后来静下来复盘,发现不是刀的问题,是装夹刚性。主轴拉爪有点松了。就这么一个屁大点的事,几千块没了。铣削这行,细节都是吃人的。
硬质合金还是高速钢?真不是越贵越好
我刚入行那会儿,总觉得硬质合金就是牛逼,高速钢就是古董。其实不然。有一次加工7075铝合金,用硬质合金铣刀,排屑不畅,铝屑黏刀,没几分钟就堵死了,刀具报废。换了一把普通白钢刀,反而顺畅多了。你说神奇不?

硬质合金硬度高红硬性好,但脆!不适合大震动的工况。高速钢韧性好,低速重切或者主轴老旧的床子,用起来反而稳当。别迷信“粉末冶金”、“超微粒”这些词,适合的才是好的。
这里说下涂层。很多人买刀只看刀体,涂层无所谓。大错特错。涂层的作用不光是耐磨,还能形成润滑膜,降低切削热。AlTiN、TiCN、甚至金刚石涂层,每种都有自己的一亩三分地。比如加工不锈钢,我试过不带涂层的微颗粒硬质合金,粘的一塌糊涂;换成带AlTiN的,一刀走下来声音都是脆的。
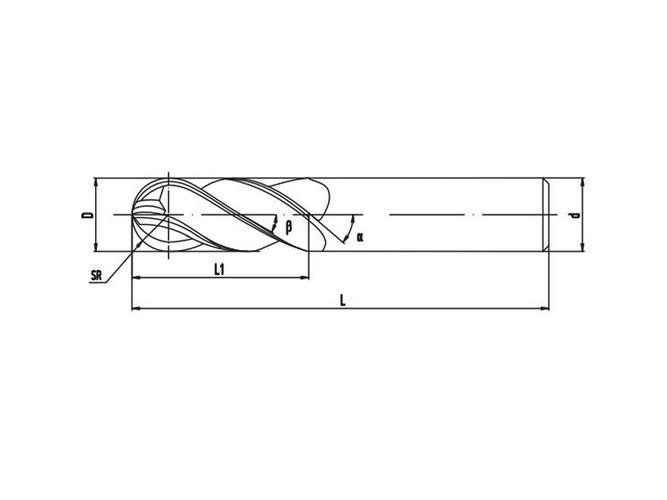
球头铣刀的小秘密

说起球头铣刀,最有意思。我刚开始用的时候,老觉得加工面粗糙,光洁度上不去。改了步距,降了进给,效果不大。后来一个老师傅点醒我:有效切削直径。球头的实际切削半径跟切深有关,浅切的时候,接触点线速度太低,不糙才怪。所以尽量加大切深,或者提高转速,实在不行就换个更大的刀。有时候真是,知道原理就一捅就破,不知道就瞎摸索。
还有刀具跳动量,简直是个幽灵。新刀装上,打表0.01,用一会儿可能就变了。原因太多了:刀柄脏污、拉钉磨损、夹头不平行。尤其是热缩刀柄,不清理干净就装刀,跳动能跑到0.05以上。别小看这点偏差,刀具寿命成倍下降。我习惯每次装刀前用无尘纸喷点酒精擦一下刀柄内孔,省得麻烦。说到刀柄,有些工坊还在用那种老式弹簧夹头,一上高转速就甩开,精度全无。现在都流行液压或者热缩,甚至一些航空件必须用液压膨胀技术,夹持力均匀不说,动平衡等级高得多。不是崇洋媚外,好的刀柄能让你少断很多刀。
变螺旋角、不等齿距这些设计,现在很常见。以前高速铣削,切削啸叫刺耳,震纹跟波浪一样。换成不等齿距的刀,噪音立马降下来,表面质量明显改善。原理就是打破切削频率,避免共振。
问:我怎么知道该选用几刃的铣刀?
答:看材料看工况。铝用两刃或三刃,保证排屑空间。钢件四刃最常见,兼顾刚性和容屑。难加工材料比如钛合金,我会选五刃甚至多刃,但要配合内冷。还有一个窍门:分粗精加工。粗加工用齿数少的、螺旋角大的,吃刀猛;精加工用多刃,线速度和进给拉高。顺铣逆铣?通常顺铣,但机床有间隙时必须逆铣。
磨损形态教会我的事
每次换下来的刀别急着丢,看磨损形态!能学到不少。后刀面均匀磨损,正常;有崩刃,可能是震动或突然冲击;月牙洼磨损,前刀面温度太高,降转速或加强冷却;热裂纹,淬硬钢干切常遇到,那就必须上冷却液了。我见过最夸张的,一把16的立铣刀,铣键槽的时候,直接断了,断面蓝黑色——切削热没带走,黏着磨损加剧,最后扛不住扭矩。

问:为什么有的铣刀用久了震得厉害,加工面全是纹路?
答:大概率是悬伸太长或者刀柄刚性不足。比如用ER刀柄夹一个细长的刀,悬深达到4倍径以上,就会产生‘让刀’和震颤。解决思路:缩短刀具装夹长度、换强力铣刀柄(比如液压或者热缩),或者干脆用变径套提高夹持力。如果参数没法改,可以试试‘动态铣削’,用小切宽大切深,让切削力方向变化,分散共振。
有些工坊为了省成本,什么都敢凑合。刀片转位不换,硬撑;冷却液配比不对,浓度太低长菌,太高伤皮肤。其实刀具占总体加工成本不到5%,但影响却超过30%的效率。省那点刀片钱干什么?
还有个容易被忽略的:切削参数数据库。咱不是搞理论研究的,但平时记点笔记,记录不同材料、刀具、机床的参数组合,时间长了就是金矿。我就用Excel,简单粗暴。碰到类似的活,调出来参考,少走弯路。
铣刀的世界,水很深。一把刀,从刃口角度到排屑槽抛光,从基体材料到涂层结构,每个环节都能写篇论文。但归根到底,用得好坏,靠经验加思考。别被那些高大上的广告词忽悠了,多想想切屑怎么排、热怎么散、力怎么传。毕竟,刀是死的,人才是活的。