挤压比:玩得转是黄金,玩不转是废铁
说个数据。1xxx纯铝系列,挤压比敢拉到100:1以上;换7xxx航空铝,超过30:1模具就跟你玩命。但你能死记硬背吗?去年浙江一家厂做散热器型材,壁厚才0.8mm,按理论挤压比完全能覆盖——结果当天开机连闷三根模具,整个热作模钢裂得像干透的河床。后来怎么解决的?把铸棒均质化时间砍掉1/3,感应炉梯度升温多叠了40℃,挤压比没变,但金属流动应力分布彻底扭过来了。
模具,那点说不清的玄学
新人问我:H13钢和5CrNiMo到底怎么选?我一般直接反问他:你模座冷却水每分钟流量多少?答不上来就别纠结这问题了。挤压模的早夭90%不是材质,是冷却通道设计遭了猪队友。记得有一次,厂家按教科书在模垫开了12个等径孔,结果挤到第80根就塌角。我让他们堵掉两侧4个孔,再测——模芯温度直降28℃,寿命翻到300根。这能写进手册吗?写进去也未必有人信。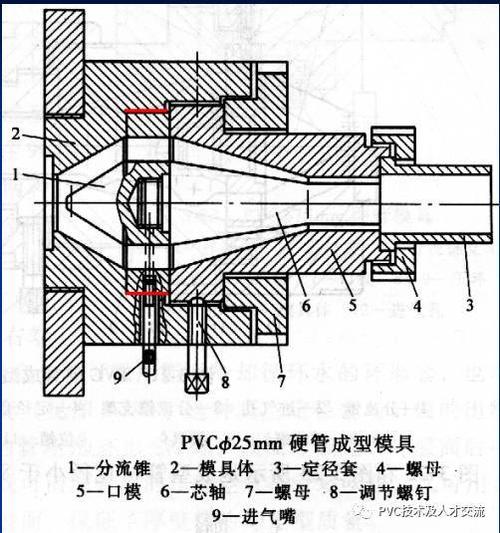
QA:真刀真枪的问题,别信厂商PPT
温度:看不见的那只手