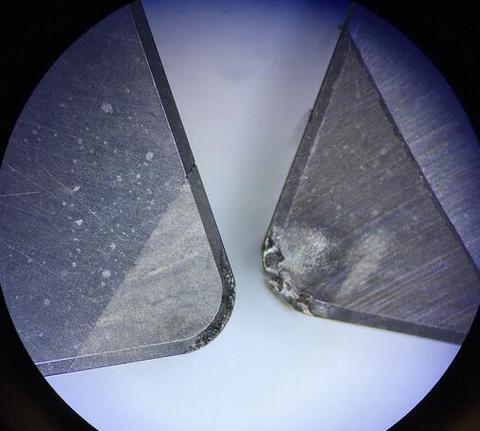
上周三,车间的小王差点哭出来。新到的五轴联动机床首次调试,粗车一根40Cr调质轴,刀片刚下去半分钟——嘣!一声脆响,刀尖飞了。工件表面一道道深沟,废了。备用刀具?没有。再下单最快三天。整个生产线停摆。老板脸都绿了。说实话,这事儿我也经历过,不止一次。搞机械加工的,谁还没交过学费?不过话说回来,很多人以为刀具嘛,不就是个消耗品,坏了就换。错了。大错特错。工业刀具里的门道,深得吓人。
选错涂层,等于烧钱
好多年前我刚入行那会儿,迷信涂层。什么TiN、TiCN、AlTiN,听着就高大上,对吧?觉得只要镀了层金黄色的东西,刀具立马提升档次。直到有次加工不锈钢304,我选了AlTiN涂层刀片,结果粘刀粘得一塌糊涂,积屑瘤跟焊上去似的。查了资料才明白,AlTiN抗氧化是好,但亲和力也强,碰到镍基合金或奥氏体不锈钢,简直就是灾难。!反而是最简单的无涂层硬质合金,配合高压内冷,干得那叫一个漂亮。从那以后我再也不盲目追涂层了。选刀具,不看工件材料、不看切削参数?简直是瞎搞。
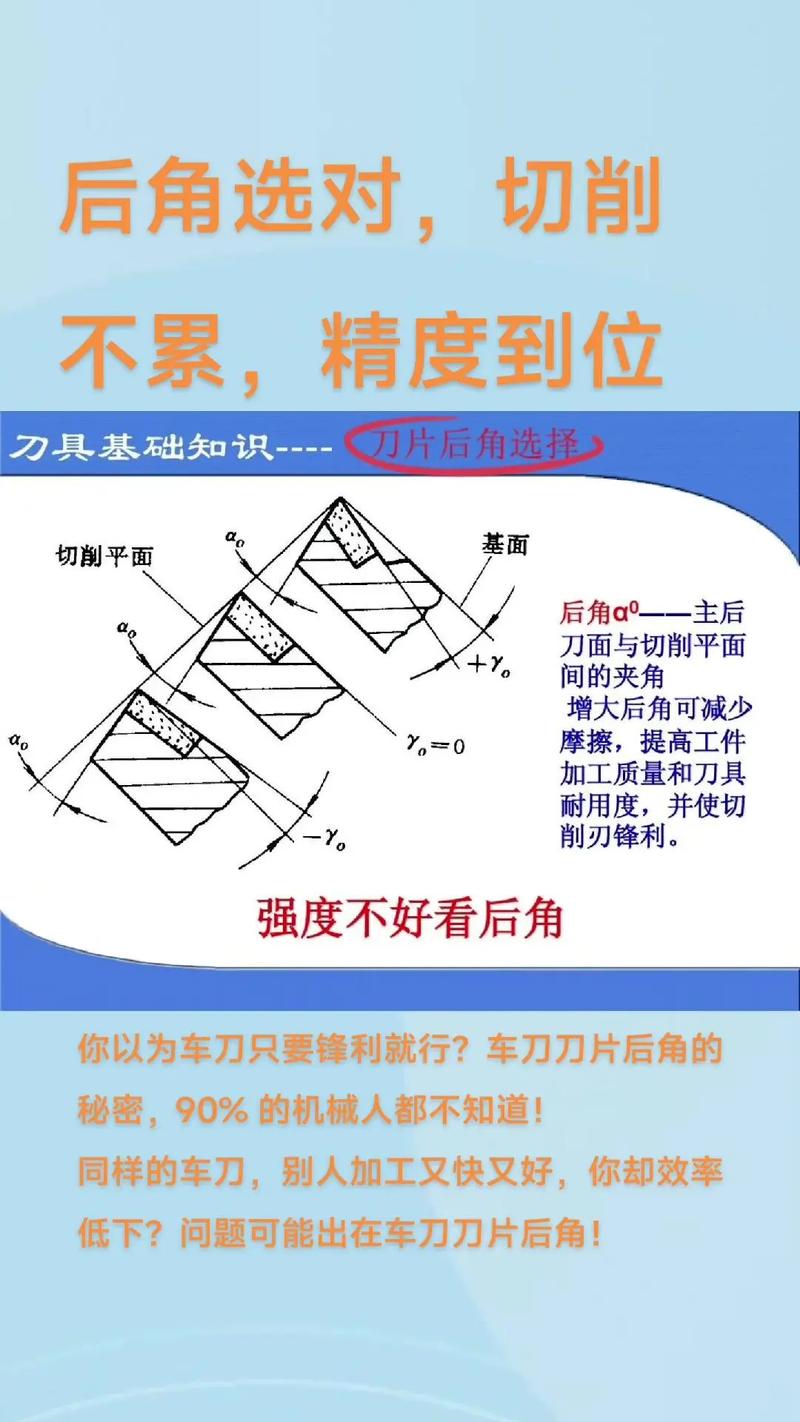
选刀具,先看机床刚性。 刚性差的机子,你上大前角、锋利的刀片,崩刃概率高得离谱。得用高强度、大负前角的,牺牲点切削力但安全。刚性好的,那就尽情发挥,锋利刀片轻快切削,效率高表面光洁度也好。还有个坑——刀柄精度。普通ER夹头跳动大,高速旋转下刀尖甩来甩去,刀具寿命直线下降。后来我全换了液压刀柄和热缩刀柄,跳动控制在3μm以内,刀具寿命直接提升30%以上。这钱花得太值了!
问:市场上国产刀具和进口刀具差价巨大,真的是“一分钱一分货”吗?
答:不尽然。国产刀具这几年进步神速,尤其株洲、厦门几家大厂,基体和涂层工艺已经不输进口中端。但差距在“一致性”上。进口品牌比如山特维克、肯纳,你买10片刀片,寿命离散度很小,每片都能干到预期件数。国产有时会像抽奖,同一盒里有的贼耐用,有的几件就崩。这其实对生产计划很致命。我的做法是:批量稳定的活儿用进口,单件小批量或粗加工大胆用国产,性价比超高。❗不过别碰那种三无产品,涂层厚度不均,基体有微观裂纹,太坑了。
刀具磨钝,别急着丢
我见过有的厂,刀片后刀面磨损不到0.1mm就换新。奢侈!实际上,在精加工里,有时候允许的磨损带宽度能到0.3mm,只要表面粗糙度不超标就行。而且,磨损不等于报废。很多刀具可以重磨再涂层。一把整体硬质合金铣刀,买回来几千块,用钝了再刃磨,成本才一两百,能翻新三四次。当然,前提是有靠谱的刃磨中心,能保证几何参数和跳动。我们厂去年建了个刀具修磨数据库,记录每把刀的前角、后角、螺旋角,修复后性能恢复90%以上。一年下来省了十几万。
说到刃磨,有个惨痛教训。有次外协刃磨一批钻头,回来一用,孔壁划出螺旋纹,检查发现是过度磨削导致排屑槽表面粗糙,铁屑挤在里面。最后还是自己买了台小型五轴工具磨床,虽然肉疼,但品质可控,值了。
问:刀具磨损到啥程度就该换了?有没有简单判断标准?
答:听声音!老车工都懂,正常切削声是连续的“唰唰”声,一旦出现间歇性的“咯噔”或尖锐啸叫,八成是刀具钝了或产生了积屑瘤。看切屑颜色也是,钢件切屑变蓝或紫,说明切削温度过高,刀具很可能磨损加剧。还有个方法:摸刀刃。用指甲轻刮(小心!),明显感觉到圆角而不是锋利边缘,就该换了。量化的话,精加工一般后刀面磨损VB值不超过0.2mm,粗加工放宽到0.4-0.6mm。但别死板,材料不一样,临界值不同。💡
冷却液用不对,好刀也报废
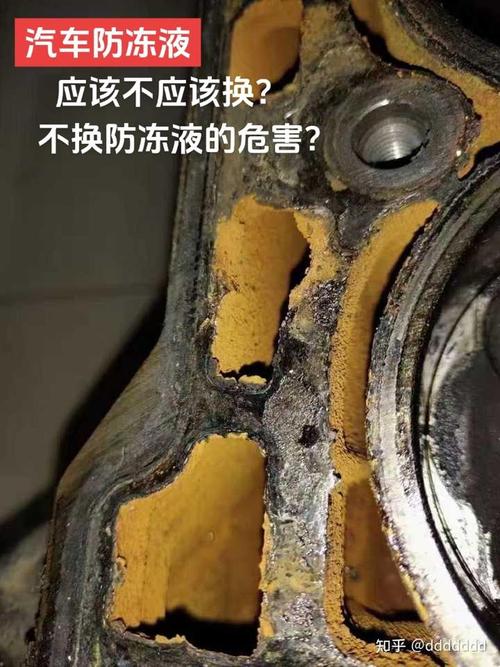
很多人以为冷却液就是降温,错!它的首要作用是润滑。尤其是在低速重切削,切削液必须渗进切削区形成润滑膜,减少摩擦。我试过用微润滑(MQL)取代传统浇注,加工铝合金时刀具寿命延长了2倍,因为云雾状的润滑油直接喷到刀刃,冷却效果一般但润滑极好。而高温合金就必须高压内冷,压力低于70巴根本冲不断切屑,容易挤断刀尖。记住,软粘材料用浓度高的乳化液,硬脆材料直接干切削或冷风,省钱又高效。!别问我干切削机床防护怎么搞,那是另外的坑了。
回过头看,工业刀具真不是个简单东西。它牵扯材料、力学、热学,甚至心理学——你得跟机床“共情”,感觉它哪里不对劲。这行没有万能神刀,只有不断试错。就像我师傅说的:好刀具是试出来的,不是买来的。哎,不说了,我得去调机了,新到的那批钛合金件还等着开粗呢。