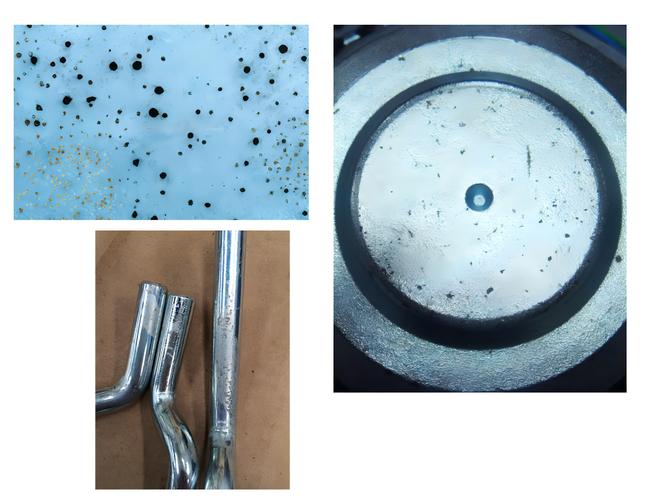
干了十几年电镀,最怕听到的一句话就是——“这批活儿简单,您给匀点时间赶一赶”。简单?电镀这行压根没有“简单”俩字。上个月那批汽车零部件,镀镍,出来全是麻点,客户当场跳脚。后来一查,槽液里光亮剂分解产物超标,可明明上周刚处理过……你说邪门不?
有时候问题就出在前处理上。除油不彻底,酸洗过头,甚至水洗不干净,都能让你后面白干。我记得有次挂具没褪镀干净,带进去的铬离子把整槽镍都给毒了,那损失——不提也罢。所以现在新来的操作工,我让他们先在水洗槽边上站三天,不是欺负人,是让他们知道水洗多重要。
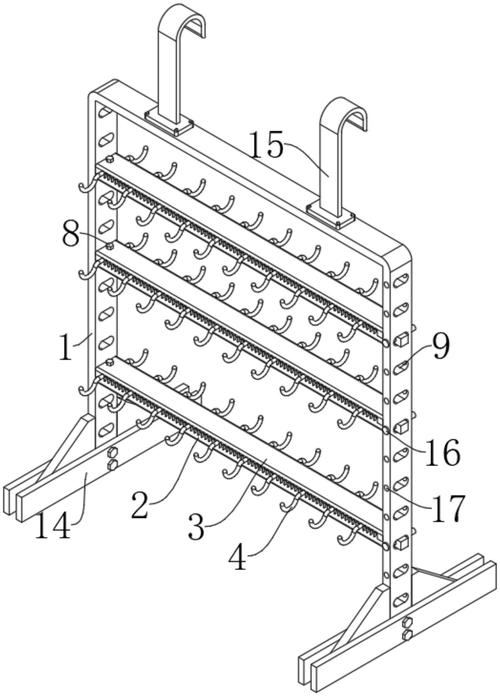
挂具的秘密:别小看那几根铜钩子
很多人以为挂具就是导电用的,能挂住就行。大错特错。挂具的设计和状态直接影响电流密度分布,进而决定镀层的均匀性。前年我们给一家军工单位镀铝件,要求镀层厚度25±3μm,最开始怎么镀都超差,零件边缘厚得像戴了棉帽子。后来做了辅助阳极、绝缘遮蔽,挂具触点也重新设计,才算解决。就那个小项目,前后折腾了一个半月,质检报告摞起来半人高。
说个真事儿。有一次夜班,工人图省事,把大零件和小零件挂在同一挂具槽里,结果小零件被“烧焦”了一片。为啥?尖端放电效应。大零件表面积大,电流都往那边跑,小零件局部电流密度过高。所以挂具排列有讲究,阴极效率、槽液导电性、零件形状都得考虑进去。
问:什么情况下必须用辅助阳极?
答:当你发现零件凹陷部位总镀不上或镀层很薄时。比如深孔、凹槽内表面,电力线不容易到达。辅助阳极伸进去,改善一次电流分布。简单说就是让电流“听话”地跑到该去的地方。但注意,辅助阳极材料要选对,镀镍用纯镍,镀铜用磷铜,别乱来。
槽液的脾气:化学才是背后的总导演
电镀说到底就是电化学反应,可这个反应池子里,各种添加剂就像调味料,稍有不慎味道就怪了。我特别烦那种“凭经验”加料的方式。今天光亮剂少了,加点;明天润湿剂缺点,倒半瓶。时间一长,槽液成分那叫一个混沌。我们车间现在强制推行霍尔槽试验,每班必做。一片黄铜片,斜着镀一下,整条电流密度区间的问题全暴露出来,比老师傅的眼睛准多了。
说到添加剂,提醒个事儿:初级光亮剂和次级光亮剂的比例很关键。次级加多了,镀层发脆,结合力差;初级多了,光亮度不够。而且这些有机添加剂会随着时间分解,分解产物就是杂质的源头。有些厂子号称“零排放”,但槽液从来不敢大处理,最后产品质量能稳定才怪。
问:镀镍层为什么容易发脆?怎么判断是不是脆了?
答:发脆最常见的原因是有机杂质太多,铁杂质也有影响。简单测试法:拿一片镀好的样件,用力反复弯折,如果镀层像头皮屑一样脱落,或者断面有粉末感,八成是脆了。处理办法?加双氧水、活性炭过滤,小电流电解处理,必要时换掉部分槽液。别舍不得那点原料钱,一旦客户退货,赔起来更疼。
环保紧箍咒下的活法
这两年日子不好过。化工原料涨,废水排放指标越来越严。以前直接排的那套,想都别想。我们园区去年上了在线监控,COD、总镍、总铬,分分秒秒盯着。刚开始不适应,头一个月被罚了两次,一次是pH值超标,一次是总铜超了点。后来痛定思痛,把老的化学沉淀法改成了离子交换+反渗透,回收水能用回生产线,算下来成本反而摊低了。只是设备投入肉疼,一套下来两百多万,小厂子真扛不住。
现在接单子,询价之前先看环评。不是开玩笑,有些高端客户——特别是外资——直接派审核团队来,蹲在你废水处理站查记录,问得比环保局还细。他们关心氰化物电镀的替代方案,关心六价铬是不是能换成三价铬。说实话,无氰镀锌、三价铬钝化技术已经挺成熟了,就是改线成本和工艺磨合要花心思。
有一次,客户要求镀锌后不做六价铬钝化,而是用硅烷封闭,说是为了符合RoHS。我们试验了三个月,盐雾试验从72小时逐渐做到480小时,终于过关。那一刻,真的,觉得自己像个匠人。
电镀这行,入门看着简单,槽子、电源、药水。但真要做好了,一辈子不敢说自己精通。它杂,它多变,它有时毫无道理。可当你看着成摞的零件闪着均匀的光泽出厂,那种踏实感,值了。