2026-07-02 16:33:39 作者:网编
分类:文章
这玩意儿,看起来简单,对吧?一个橡皮碗,抽个真空,东西就吸起来了。但真正用起来,那叫一个头疼。
上周去老李的厂里,他正对着一台抓取机械手发火。新上的自动化包装线,吸盘抓纸箱,三天两头掉。一查,吸盘边缘已经磨烂了。“供应商说这是加强型,结果就这?” 他气得直拍桌子。我过去看了眼,笑了:“你买的这是通用型硅胶盘,硬度才40度,纸箱表面粗糙还带粉尘,不磨你磨谁?” 选错材质,就是给自己挖坑。
很多时候,我们太关注机器人、气缸这些大件,却忘了末端这一个巴掌大的吸盘才是直接影响抓取成功率的关键。一个产线因为吸盘问题,一天停两三次,损失可能上万。这可不是危言耸听。
选材质,你以为只是硅胶和橡胶的区别?
大部分人都知道吸盘有硅胶、丁晴胶、聚氨酯这些材质。但具体到应用场景,里头的门道深了去了。我见过有人用硅胶盘去吸高温工件,没几天就化了——硅胶是耐温,但一般也就-40到200度,有些特殊工艺的工件出炉还有三百多度,你得上氟橡胶。反过来,做食品分拣的,必须用食品级硅胶,还不能加颜料,否则拿不到FDA认证。这还只是基础。
 工业吸盘不同材质耐温耐油对比图
另外,别忘了静电。电子行业搬运电路板,如果吸盘不带导电性,静电击穿,一坏就是一整批板子。这时候要用导电硅胶或丁晴胶,表面电阻控制在10^6欧姆以下。还有无痕要求——吸汽车玻璃或高档家具,普通橡胶会留下印子,必须用无痕聚氨酯或特殊涂层硅胶。一个小吸盘,材质配方可能有几十种!信不信,很多采购根本分不清。
工业吸盘不同材质耐温耐油对比图
另外,别忘了静电。电子行业搬运电路板,如果吸盘不带导电性,静电击穿,一坏就是一整批板子。这时候要用导电硅胶或丁晴胶,表面电阻控制在10^6欧姆以下。还有无痕要求——吸汽车玻璃或高档家具,普通橡胶会留下印子,必须用无痕聚氨酯或特殊涂层硅胶。一个小吸盘,材质配方可能有几十种!信不信,很多采购根本分不清。
吸不住?问题可能不在吸盘本身
真空吸盘系统是讲究匹配的。 你光看吸盘抓力标称300N,结果用在垂直搬运上,工件还是往下滑。为什么?没考虑摩擦系数!真空板提供的只是正压力,摩擦力=压力×摩擦系数。光滑玻璃,系数0.1,那你需要的正压力就得是工件重量的10倍以上才能安全吸附。算错这个,掉件没商量。
再说泄漏。多孔材料像泡沫、瓦楞纸,表面漏气严重,普通的扁平吸盘根本建立不了真空。这时候你得用海绵吸盘,自带压缩空气驱动的真空发生器,能补偿泄漏,或者用大面积真空抓具。有些工况,工件表面有油、有水,吸盘得带防滑纹路,或者增加吹气功能,先吹净再吸。这些细节,厂家样本上不会告诉你——他们只会写最大抓力是多少。
❗ 问:换了新吸盘,用了没几天就没吸力了,检查真空泵也没坏,咋回事?
答:90%的情况不是泵的问题。先看吸盘是否有裂纹,拿肥皂水喷一下,冒泡就漏气了。另外检查连接管路,特别是快插接头,那里最容易松脱或被粉尘堵住。还有一种可能:真空发生器消音器堵了,排气不畅导致真空度上不去。把消音器拆下来吹吹灰,说不定就好了。
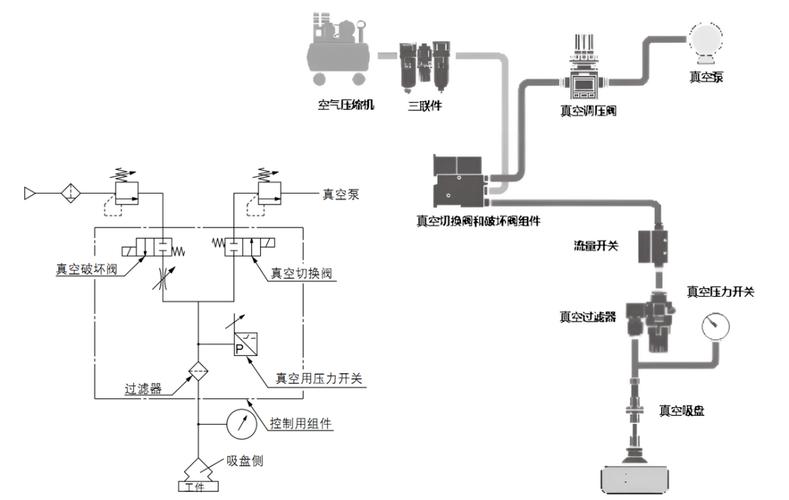 工业吸盘真空回路组件检测示意图
工业吸盘真空回路组件检测示意图
耗材?不,保养得当能多活半年
 耗材?不,保养得当能多活半年
都说吸盘是易损件,几个月一换正常。但我见过有工厂,同款吸盘别人用三个月,他们用一年。区别在哪?日常点检和清洁。 吸盘表面粘了切屑、塑料屑,不及时清理,就会硌坏密封唇边。有些自动化设备带着吸盘去抓带毛刺的冲压件,几下就刮烂了。可以加装毛刷刷工件,或在吸盘前加个保护罩。还有,备用吸盘存放时不能压着,最好挂着,防止变形。别笑,我见过有人把吸盘扔在抽屉里压成一团,拿出来都恢复不了原状。
✅ 问:吸盘选型时,理论上计算吸附力是工件重量的几倍才安全?
答:水平起吊:安全系数至少2倍,如果是高速搬运或有振动,要提高到4倍以上。垂直搬运:考虑摩擦系数,一般要求正压力产生的摩擦力是重力的4-6倍,所以安全系数取6-10倍都不夸张。别忘了加速度!机器人急停时,加速度产生的惯性力可能远超重力,必须按最大加速度校核。最简单的方法:把你的运动速度和加减速时间给供应商,让他们算。
💡 最后啰嗦一句:别总在吸盘上省钱。一个进口品牌吸盘可能百来块,国产仿制品十块钱,但停一次线的损失够买一箱进口货。还有些特殊应用,比如码垛机器人用的海绵吸具系统,集成了一体式真空发生器和多个吸盘,虽然贵,但抓取纸箱、麻袋特别稳,值得考虑。
工业吸盘这东西,玩透了就是一层窗户纸——材料、结构、工况三要素一匹配,万事大吉。玩不透,天天有惊喜。下次再出问题,不妨静下心,对着实物和样本,复查一遍参数,也许答案就在眼前。
耗材?不,保养得当能多活半年
都说吸盘是易损件,几个月一换正常。但我见过有工厂,同款吸盘别人用三个月,他们用一年。区别在哪?日常点检和清洁。 吸盘表面粘了切屑、塑料屑,不及时清理,就会硌坏密封唇边。有些自动化设备带着吸盘去抓带毛刺的冲压件,几下就刮烂了。可以加装毛刷刷工件,或在吸盘前加个保护罩。还有,备用吸盘存放时不能压着,最好挂着,防止变形。别笑,我见过有人把吸盘扔在抽屉里压成一团,拿出来都恢复不了原状。
✅ 问:吸盘选型时,理论上计算吸附力是工件重量的几倍才安全?
答:水平起吊:安全系数至少2倍,如果是高速搬运或有振动,要提高到4倍以上。垂直搬运:考虑摩擦系数,一般要求正压力产生的摩擦力是重力的4-6倍,所以安全系数取6-10倍都不夸张。别忘了加速度!机器人急停时,加速度产生的惯性力可能远超重力,必须按最大加速度校核。最简单的方法:把你的运动速度和加减速时间给供应商,让他们算。
💡 最后啰嗦一句:别总在吸盘上省钱。一个进口品牌吸盘可能百来块,国产仿制品十块钱,但停一次线的损失够买一箱进口货。还有些特殊应用,比如码垛机器人用的海绵吸具系统,集成了一体式真空发生器和多个吸盘,虽然贵,但抓取纸箱、麻袋特别稳,值得考虑。
工业吸盘这东西,玩透了就是一层窗户纸——材料、结构、工况三要素一匹配,万事大吉。玩不透,天天有惊喜。下次再出问题,不妨静下心,对着实物和样本,复查一遍参数,也许答案就在眼前。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业吸盘:这些小细节,80%的工程师都忽略了!
文章链接:https://www.zystgy.cn/a/54357