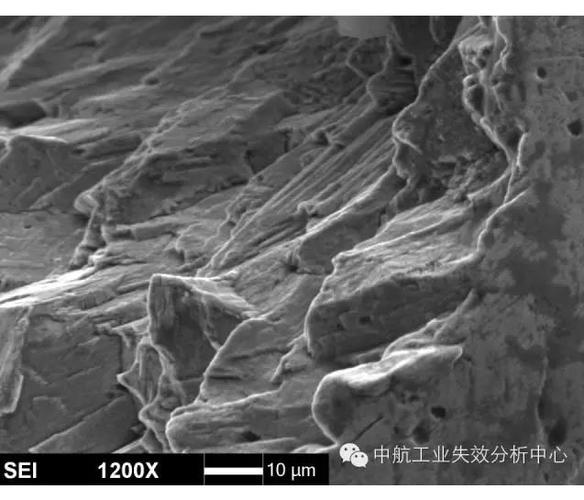
上个月,那台服役了八年的老冲床突然趴窝——不是液压系统、不是PLC,竟然是一个拇指大的弹簧夹崩了。拆下来一看,断口齐刷刷的,明显是疲劳断裂。说实话,当时我踹了一脚电柜。就这么个小玩意儿,市场价可能都不够一顿午饭钱,却让整条线停摆了四个小时。损失?别提了。
后来复盘,发现采购单上赫然写着‘通用型弹簧夹,材质65Mn’。65Mn确实常用,可那台冲床的震动频率远高于常规冲压工况,弹簧夹工作频率接近30Hz,而通用件的固有频率根本没考虑共振点——迟早要断。这事儿让我郁闷了很久,也萌生了把一些经验整理出来的念头。毕竟,工业弹簧夹这玩意儿,选型和维护上的一点疏忽,都是真金白银的课时费。
一、设计图纸上的‘魔鬼细节’,没人跟你较真
搞机械的都知道,标准弹簧夹的图纸往往很粗糙。就拿夹紧力来说,手册上给的力值通常是室温静载下的数据。可实际工况呢?高温、腐蚀、油污、振动……八成的失效案例都源于非标工况下的性能偏离。有一次帮朋友改造一条旧装配线,原设计弹簧夹的夹持力在35℃时非常理想,但线体升温后,接近注塑机口的那段,环境温度常年55℃往上,弹簧夹的力值衰减了将近20%,结果就是工件频繁偏移,焊接次品率飙升。设计方打死不认,非说是操作工没装好。最后我们自己把弹簧夹的材料从普通弹簧钢换成了H13,又加了薄薄一道黑色氧化层——成本增加了不到三成,稳定性翻了好几倍。
还有更隐蔽的:夹口处的微动磨损。弹簧夹的夹持面很多时候没有做表面强化,与工件反复微动摩擦,几个月下来就磨出一道沟槽,夹持精度废了。很多厂家为了降本,镀层薄得像层油彩,盐雾试验48小时就泛红锈。💢 这些细节,图纸上可不标。
二、选型踩过的坑,刻骨铭心
选弹簧夹的时候,常见的话术是‘这个力值范围完全够用’——千万别信!你得追问几个数据:力值的公差带、力值随行程的变化曲线、疲劳寿命对应的应力幅。说个真实案例:我们要给一个高速分拣机构配夹持单元,动作频率每分钟120次,每次夹持时间0.2秒。供应商推了一款弹簧夹,宣称寿命200万次。结果跑到80万次就陆续断裂。回头查测试报告,好家伙,他们的200万次测试是在10次/分钟的低频下做的,根本没模拟实际应力循环速度。💡 弹簧夹的疲劳寿命和加载频率密切相关,高频下材料内部温升、裂纹扩展速度完全不一样。最后换了另一家的带内置阻尼环的款式,寿命才达标。
还有,很多人忽略弹簧夹的安装空间和干涉。我见过最离谱的一次,一台非标设备调试时发现弹簧夹张开角度与相邻部件冲突,设计方轻飘飘一句‘让铣床再切掉3毫米’。最后整个夹具支架重新焊,工期拖了俩礼拜。所以,拿到3D数模后,一定要做动态干涉检查,模拟夹持/释放的全行程。
三、安装与维护,魔鬼在细节
弹簧夹的安装方向有讲究——不是随便拧上螺丝就行。有些弹簧夹是单向锁紧结构,装反了夹持力就直接打对折。而且,固定螺栓的预紧力必须用扭力扳手控制,太松了振动会松脱,太紧了又可能压溃簧片根部。有一个‘土法’:在螺栓和弹簧夹座之间加一个碟形弹簧垫圈,能补偿热胀冷缩引起的预紧力波动,亲测有效。
维护方面,脏污是弹簧夹的天敌。切屑、粉尘、油泥结块都会让夹爪动作卡滞。某次拜访一个冲压车间,看见操作工用气枪对着弹簧夹猛吹,碎屑横飞,还有些直接嵌入夹缝里——看似清洁,实则添乱。✅ 正确的做法是定期拆卸下来用超声波清洗,再喷涂一层薄薄的耐高温干膜润滑剂。也别把弹簧夹当‘一次性筷子’,定期检查开口尺寸和表面微裂纹,能避免突发崩断。
问:弹簧夹为什么会突然失效,甚至崩断?
答:绝大多数突发断裂都是疲劳累积的结果。表面上可能毫无征兆,但内部微裂纹早已扩展。高应力集中区(如根部R角、夹持点)在循环载荷下持续劣化。如果工作频率接近弹簧夹的固有频率,共振会使应力骤然增大。此外,腐蚀环境(如酸性气体、高湿度)会大幅加速裂纹生长。维护时若发现局部锈坑、麻点,要立刻更换,别存侥幸。
问:如何判断一个弹簧夹的质量好坏,有什么简单实用的检验方法?
答:我看三点:材质报告、表面处理、一致性的手感。供应商能提供真实材质证明(而不是只写个牌号)的,加分;镀层均匀、无针孔气泡,加分;随手拿几个样品手动按压,感受力值差异,如果手感差别明显,说明工艺控制不稳定。对于关键工位,可以自制简单力值测试架,用数显推力计测夹持力和释放力,数据归档——这才是工程师该做的事。
说实话,写了这么多,肯定有人觉得小题大做。但越是看似不起眼的标准件,越容易在设计链中被忽略,最终演变成系统性风险。一个小弹簧夹,可能关系着一台设备的OEE,关系着一个班的产量。别等停线了才想起它的存在。