我记得有次去一家精密轴承厂,那清洗槽里液体像开锅一样翻滚,可工件拿出来,盲孔里还嵌着磨削油泥。车间主任挠头:功率开到最大了啊!我伸手一摸水槽壁——温热。心里就明白了。换能器都快成暖水宝了,还洗什么工件?
空化效应,不是“力气大就行”
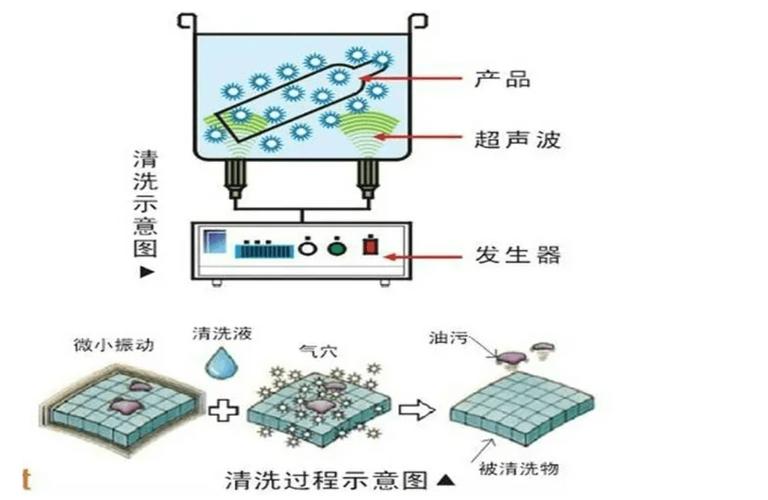
很多人以为超声波清洗就是靠振动把脏东西“震”下来。也对,也不对。核心其实是空化气泡爆裂产生的微观冲击,相当于无数个纳米级的高压水枪在工件表面、缝隙里炸开。功率是前提,但频率选择更关键。低频(20-40kHz)气泡大、冲击强,适合去油去锈;高频(60-80kHz以上)气泡小且密集,能钻进微米级缝隙,光学元件、半导体必须用高频,否则就是灾难——我见过用28kHz洗光学镜片的,出来全是麻点。那为什么有的槽子洗得干净,有的不行?水温、清洗液、工件放置方式全在较劲。水温一高,空化阈值下降,气泡容易生成但冲击力变弱;太低,清洗剂活性不足。最佳温区一般在40-60℃,可很多人压根不看温度计。还有清洗液,别再用洗洁精兑水了!pH值、表面张力、消泡性都在影响空化。专用清洗剂贵是贵点,但能让你少报废几批工件,账谁都会算。
设备选型:别只看价格和颜值
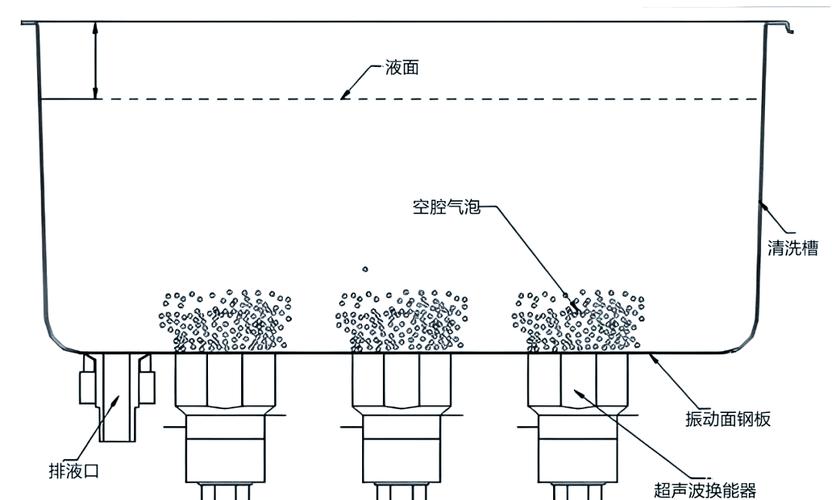
现在网上各种超声波清洗机,几百到几十万都有。工业上用,我首先看换能器。粘贴式的便宜,但用大半年可能脱落;螺栓紧固型的更可靠,就是成本高。底振、侧振还是对振?盲孔深的工件,底振根本够不着,必须侧振或多面布置。我遇过一家做针形零件的,底振洗了俩小时没用,改成对振方案,15分钟解决。问:工业超声波清洗机到底该用单频还是双频?
答:看你的工件复杂程度。如果只是除油除锈,单频40kHz够用,省钱。但如果工件带小孔、盲槽,或者后续有镀膜、焊接,直接上双频或多频可调。低频造空化,高频扫缝隙,清洗彻底性差一个台阶。别信什么调制波能包打天下,物理规律在那摆着。
选购时还有个坑:名义功率和实际输出。有的厂家标1200W,测出来可能连800W都不到,还是靠加大振幅勉强凑的,换能器匹配一塌糊涂。所以必须看电参数和空化声场分布,有条件的拿铝箔纸测试,腐蚀点均匀密集才算合格。
维护不当,新机变废铁
别以为买来就一劳永逸。换能器是消耗品,尤其长期工作在高温或酸性液里。我见过一个厂,清洗液从不换,成了黑色浓汤,还带强碱。半年工夫,不锈钢槽底被空化腐蚀穿孔,换能器振子也掉了好几个。他们才后悔:早该定期倒槽清理,加装冷却系统。另外,工件千万别紧贴槽底,会阻挡声场反射,还容易损伤换能器。用清洗篮悬空,这是常识,可总有人图省事。问:超声波发生器(电源)老是烧怎么办?
答:常见原因就几个:负载匹配不对,换能器老化后阻抗变化,发生器还在硬撑;散热不良,灰尘堵满风扇;或者电网波动大。解决办法:定期检查换能器电容和谐振频率,偏差太大就要换;发生器内部每周除尘;重要设备配稳压电源。另外,别频繁启停,有些操作员像开关灯一样,一开一关,冲击电流最伤电路。
还有清洗剂的使用,不是倒进去就完了。有些含氯溶剂遇水汽会产生盐酸,不锈钢也扛不住。必须控制浓度,定期检测pH。而且空化腐蚀是明摆着的——对工件也一样,铝、黄铜件清洗时间长了会失光。这些细节,售前说明书可不全告诉你。
应用场景:想不到的角落
除了常规的机械零件、医疗器械,超声波清洗正往更多领域渗透。比如3D打印件清粉,那些复杂内流道里残余的金属粉末,靠吹靠刷根本没用,超声波结合专用粉末剥离液,效果很惊艳。还有大型航空复合材料构件的脱模剂去除,用高频超声加温水就能搞定,避免打磨损伤纤维。更绝的是——电路板助焊剂清除,过去用氟利昂,现在禁用了,改用水基超声清洗,环保又干净,就是烘干要跟上。我最近还听说铸造厂用超声清洗蜡模树,减少最后熔模的残渣。总之,只要是微观颗粒附着的三维复杂表面,超声波都能试试。但前提是,你得懂它,顺着它的脾气来。乱用一气,它能让你怀疑人生。
往往,设备出问题,操作者先骂设备。其实呢?八成是人的决策失误。选型时贪便宜,使用时懒维护,最后得出个“超声波清洗没用”的结论。这黑锅,设备背了太多年。
所以,下次再有人给你推荐超声波清洗机,别光听功率和槽子大小。问清楚换能器品牌、粘贴工艺、频率组合、是否带扫频功能、售后能否做声场测试… …这些才是干货。至于那些花哨的触摸屏、自动门,都是锦上添花的玩意儿,别被迷了眼。