不过话说回来,三坐标测量机(CMM)确实是现代制造业的定海神针。没有它,那些航天叶片、发动机缸体、精密模具……怎么保证那几微米的公差?靠手摸?靠卡尺?别逗了。直角坐标系,懂吧?X、Y、Z三轴,测头在空间里移动,碰上工件表面,记录点坐标。原理简单得让人怀疑这玩意儿凭什么卖那么贵——可一旦你上手,就知道每一步都是坑。
工业测量这行,最怕的就是「差不多」心态。你说你拿个高度规打几个点,尺寸也对上了,但形位公差呢?垂直度、平面度、轮廓度……这些你还得靠三坐标。尤其是自由曲面,比如涡轮叶片,那玩意儿就是个三维扭曲的艺术品,没有三坐标扫描,你根本验证不了它是不是跟设计模型吻合——这时候就体现出三坐标的强大,但前提是你得会用。
为什么说三坐标是工业测量的最后一道防线?
说白了,质检就是背锅的。前面钳工装错料、加工中心刀具磨损、热变形导致偏差……所有烂摊子到了三坐标这里,都得原形毕露。压力大啊。去年我们测一批航空连接件,铝件,壁薄,夹具稍微夹紧一点点,变形就几十个微米,直接超差。车间主任瞪着数据差点把我生吞了。后来发现是夹具设计不合理,换了个柔性夹具,数据立马绿了。所以三坐标不仅是测量,更是一面照妖镜,把前工序的毛病全照出来。
别被宣传册骗了——影响精度的那些坑
厂家宣传册上写精度0.9+L/350μm,看着挺美。但那是在恒温、气浮减震、测针长度最短、速度最慢的理想条件下。实际干活呢?车间地坪有振动,叉车开过,机器就在抖,你测个同轴度,圆度数据直接跳。还有测针,很多人图省事,一根长测针打天下,结果测深孔时测针挠度变形,误差放大好几倍。我的经验:能用短测针绝不用长的,必须用长的就降低速度,并且做测针半径补偿时多打几层球。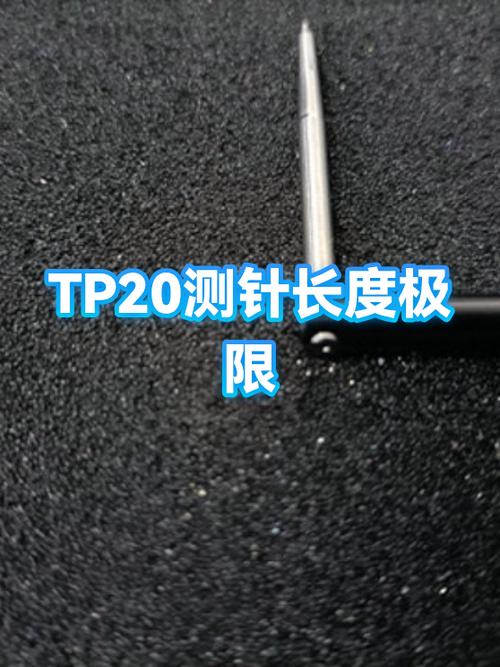
从手动到全自动:三坐标测量进化史
问:三坐标测量机精度和哪些因素有关?你知道的,很多人上来就问什么机器牌子好,但忽略了些根本的东西。
答:首选环境温度,20℃是基石,差一度都可能飘。其次机器的气浮导轨气压是否稳定,空气要干燥洁净,有水有油就卡住。然后测针系统的刚性,越短越好,测针材质碳纤维比钢好,热膨胀小。最后是软件算法,点云拟合方式不同,最小二乘法和最小区域法算出的平面度能差30%。还别忘了工件本身的清洁和装夹变形,这些占误差大头。
问:对于小批量生产,值得买三坐标吗?
答:说实话,如果只是偶尔检测几个尺寸,买台三坐标太亏,大几十万到几百万,还要恒温间、气源、年年校准,用起来是个负担。不如考虑在线测量方案,比如在机床上加雷尼绍测头,直接在加工设备上测,或者搞个关节臂测量机,灵活还便宜。但如果你做精密模具,那没得选,三坐标是标配。另外现在有共享计量室,按小时租,适合初创公司。别一上来就砸钱,先算算测量需求频率和精度要求,很多人买来就吃灰。
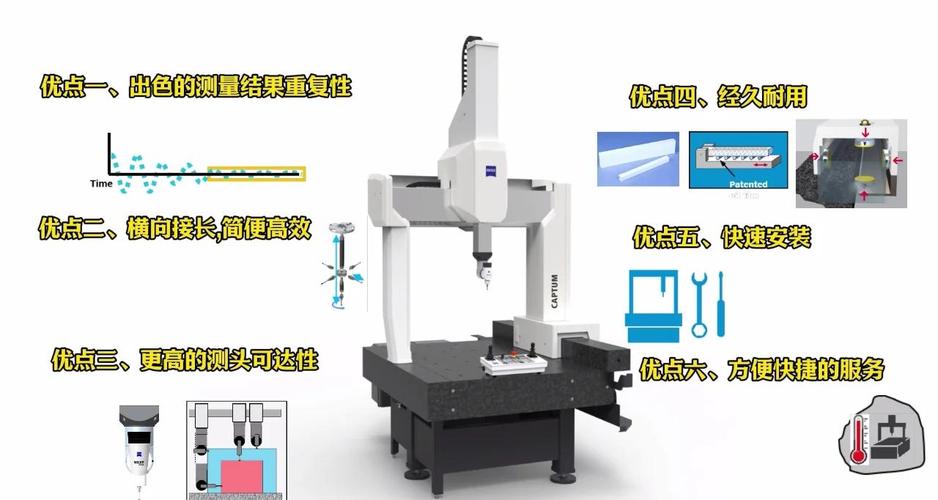
工业测量领域正往在线化、柔性化走。比如五轴联动三坐标,能测复杂叶片;激光扫描头取代触发测头,几秒采集百万点云,配合比对软件,直接看出哪里缺肉。还有车间型三坐标,带温度补偿,能放在产线边,不用进恒温间。不过这些高端货价格吓人,维护更头疼——上次激光头脏了,擦完精度跑了,重新校准花了两天,产线全停,教训深刻。所以工具是死的,人是活的,再神的设备也得靠懂行的人。
最后唠叨一句:搞工业测量,别迷信参数,多看实操。机器能给你数据,但解读数据靠的是脑子里的经验和直觉——比如那个同轴度超差,是工件问题还是夹具问题?去车间转转,跟加工师傅聊两句,可能就发现是装夹时垫了块铁屑。这才是测量人的价值,对吧?