干了快二十年无损检测,最烦听到的一句话就是——“射线检测嘛,拍个片子看看而已,有什么难的?”
每次听到这话,我都想把手里的底片直接拍对方脸上。你倒是拍拍看?
射线检测,工业上又叫RT(Radiographic Testing),本质就是用X射线或γ射线穿透工件,在胶片或数字探测器上留下影像,通过底片黑度差异来判断内部缺陷。原理简单得像用手电筒照鸡蛋,但一到了实际焊缝、铸件上……唉,全是坑。
胶片还是数字?这是个问题
十年前,我们还在暗室里吭哧吭哧洗片子,那种手浸显影液的酸味儿,至今难忘。现在呢?数字化射线检测(DR)和计算机射线照相(CR)铺天盖地,厂家推销时吹得天花乱坠:速度快、不用洗片、图像能调窗宽窗位……
可我真得说句大实话——胶片永远有它一席之地,尤其在野外、高温、狭窄空间里,那卷T2类胶片一贴,就不需要电源、不需要冷却、不怕电磁干扰。数字平板?娇贵得像婴儿,摔一次好几个W就没了。
但数字实时成像确实爽!特别是压力管道焊缝批量检测,图像瞬出,AI辅助评片,效率能提升三倍以上。上周一个项目,两百道焊口,用DR两天搞定,胶片最少得一周。老板乐得合不上嘴,我却担心评片员眼睛会不会瞎……
不过话说回来,选哪种真得看标准。ASME V卷明确列出了胶片等级,ISO 17636-2对数字探测器有严格指标。千万别被销售忽悠,“满足标准”四个字必须白纸黑字写在合同里!
现场那些让人崩溃的瞬间
干过现场RT的都懂。射线机架好了,参数设好了,结果隔壁班组忽然吊装一根管子,把警戒线撞了!贴片工人等了大半天拿不到曝光许可……
最恼火的是返修。底片上一条裂纹显示得清清楚楚,可焊工非说“就一个小夹渣,不用返修”。这时候你得指着黑度计数值拍桌子:“裂纹和夹渣分不出来吗?黑度过渡区都成线状了!”
有时候真不是技术问题,是沟通成本。射线检测本身就是体积检测,有方向性,裂纹方向偏离射线束角度超过15°,大概率漏检。所以事前必须和焊接工程师确认可能缺陷取向,不然片子白拍。
对了,γ源!铱-192、硒-75,用起来比X光机麻烦十倍,但穿透厚壁(比如80mm以上的钢)还得靠它。运输、倒源、应急演练……每次换源都像做一场外科手术,全副武装,汗流浃背。
QA:你问我答,都是血泪经验
问:射线检测有辐射危险吗?能不能靠近?
答:废话!当然有!那玩意儿是电离辐射,可不是手机信号。一次曝光,距源30米外都可能超标。所以必须划定控制区、监督区,个人剂量计、报警仪一个都不能少。我见过有新手探着头想看焊缝位置,被我一脚踹开——真不夸张。安全这事,刻在骨子里才行。国内有单位用脉冲X光机,自以为剂量低,结果长期累计导致血象异常,这事千万别侥幸。
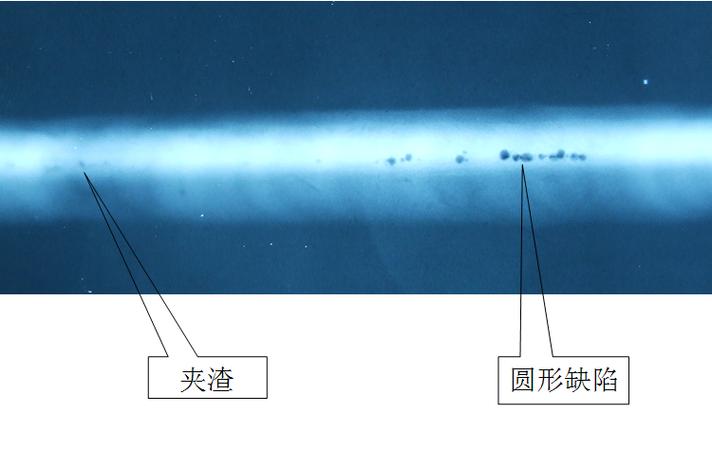
问:底片上有个圆形黑点,是气孔还是夹渣?怎么区分?
答:这个问题能写篇论文。简单说,气孔边缘光滑、黑度均匀,有时带尾巴;夹渣形状不规则,黑度不均,常有棱角。但钨夹渣会在底片上呈白亮斑(密度高),和氧化夹渣完全相反。如果你看到一串小黑点沿着焊缝中心线,八成是密集气孔;要是根焊部位有长条状灰影,根部未熔合可能性大。最坑的是层间未熔合,有时薄得像一条线,只有经验丰富的老手才能捕捉到那“隐约的黑线”。建议拿标准底片对比,ASME的参考图谱买一套放着,别再肉眼硬猜了。
问:射线检测和超声检测到底谁更好?
答:这问题跟“轿车好还是卡车好”一样蠢。射线对体积型缺陷(气孔、夹渣)敏感,检出率高;超声对面积型缺陷(裂纹、未熔合)更牛,但依赖操作者手法。现在我们经常用TOFD、相控阵做补充,但最终验收很多还是认底片——因为图像直观,可追溯。客户看不懂超声波形,但看得懂底片上那道裂缝,堵嘴用,你懂的。
绕不开的经济账与未来
说实话,这几年工业检测卷得要死。射线检测报价压到15块一张片,还含胶片耗材,利润薄如纸。逼着大家往数字方向转,可DR设备一套几十万,小检测公司根本扛不住。于是有人动歪脑筋:少拍片、伪造底片——这是作死!一旦出事,终身禁入行业。
不过也有亮色。去年我们引入了一套自动评判系统,基于深度学习,气孔、夹渣识别率能达到95%以上,人工只需复核。虽然前期训练数据标注到吐,但上了正轨后,评片效率提升五倍。还有人在探索激光超声、射线CT,但落地还早。射线检测这个老行当,恐怕十年内还死不了。
最后说个冷知识:二战时美国凯泽船厂焊接质量差,催生了射线检测的大规模应用。如今我们用的很多标准,根子还是那会儿打下的。历史的惯性,真他妈可怕。