说实话,干了这行十几年,最怕听见的一句话就是——“差不多就行了”。每次听到这个,心里就咯噔一下。尤其是做磁粉检测的时候。这不是小题大做,是活生生的教训堆出来的谨慎。💡
有一回,一个新来的小伙儿,给一根轴做湿法连续法检测,磁化电流调得那叫一个随意,结果试片上的刻槽痕迹淡得跟鬼影似的。他还嘀咕“应该没事儿”。我当时就把旁边的标准试块拿过来,重新做了一遍。裂纹显现的那一刻,他脸都白了。一根头发丝细的裂纹,在交变应力下,就是一场事故的导火索。❗
别迷信设备,先搞懂磁化方向
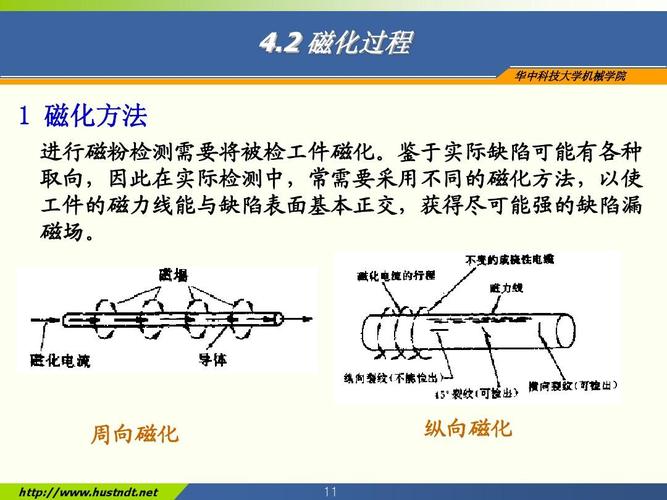
很多人以为买了进口设备就万事大吉。天真了。你连磁场方向都没搞明白,再贵的设备也是摆设。缺陷如果平行于磁力线,抱歉,它压根儿就漏不了磁。所以,周向磁化查纵向缺陷,纵向磁化查周向缺陷,这是铁律。别嫌麻烦,该做两次磁化的,一次都不能省。
我见过最离谱的——用线圈法磁化一个环形件,想查圆周方向的裂纹。结果呢?线圈轴线跟工件轴线平行,磁场方向基本上沿着工件轴向,对圆周方向的裂纹灵敏度极低。这不是白忙活嘛!磁化规范不是拍脑袋定的,得计算,得用测磁仪器或者标准试片验证磁场强度。
说到标准试片,这玩意儿可是咱们的“测谎仪”。A1型、C型、D型……别瞎用。工件表面粗糙度、形状复杂程度,都影响选择。我的习惯是:每次开工前,先贴片、再磁化、然后喷淋磁悬液,观察试片刻痕显示情况。达不到清晰显示的,就得查电流、查磁化时间、查磁悬液浓度。缺一不可。
磁悬液?那是门细致活儿
有些工友喜欢凭感觉——往水里边倒磁粉,搅和搅和就往工件上泼。这能准吗?颗粒大了沉降快,灵敏度下降;浓度高了背景污染,小裂纹被掩盖。✅ 我一般要求非荧光磁粉配比在10~25g/L,荧光磁粉0.5~2g/L,而且必须用磁悬液浓度测定管定期检查。特别是荧光磁粉,还得控制好暗室紫外线灯的强度。
说到荧光磁粉检测,它是真的“娇气”但真好用。记得有次检测航空发动机叶片,那上面的微小疲劳裂纹,在黑光灯下就像黑夜里的闪电,根本跑不掉。不过前提是——你得让工件表面够干净,黑光灯预热够充分,暗室环境足够黑。任何一个环节掉链子,都是对“灵敏度”三个字的侮辱。
QA环节:那些说出来都是泪的现场问题
问:磁粉检测到底能查出多深的缺陷?是不是表面有点锈或者油漆就不行?
答:典型的开放式提问啊。理论上,它专查表面和近表面缺陷,深度一般不超过2毫米。但注意!我说的是铁磁性材料。如果表面有覆盖层,比如油漆、镀层、甚至紧密的氧化皮,灵敏度会断崖式下降。非铁磁性覆盖层厚度超过50μm?那就别指望了。有一次,一根镀铬的活塞杆,表面光亮如新,磁粉检测啥也没看到,结果一用就断了——裂纹藏在镀层下面,磁痕根本浮不出来。后来我们用渗透检测才逮到它。所以,检测前必须清理干净,这不是建议,是前提。
问:很多时候,磁痕判断才是最头疼的。到底怎么区分真假裂纹?
答:这问题问到心坎上了。✅ 说实话,我最初几年也经常误判。原则就一条:真实磁痕一般清晰、尖锐、有根部,而且重复性极好。比如淬火裂纹,往往呈细线状,尾部尖细;磨削裂纹,多成网状或垂直于磨削方向。而伪磁痕呢?往往是工件截面突变、材质边界、或者磁导率不均匀造成的。它模糊、松散,擦掉重做可能就没了。最要命的是——有时候几何形状造成的磁痕,跟裂纹一模一样,比如键槽、油孔边缘。这时候,你就得动脑:换个磁化方向再检一次。如果纵向磁化时那个位置没显示,周向磁化却出现了,九成就是结构引起的磁场畸变。怀疑是裂纹但拿不准?上渗透检测验证。别懒。
退磁,别等工件变成“磁铁”再后悔
搞完检测乐呵呵收工,结果发现工件从夹具上拿不下来——被剩磁吸住了。还有更惨的,轴承座残留磁性,运转时吸附铁屑,把轴瓦拉出一道道沟。我亲眼见过一台精密磨床主轴,因为没有退磁,安装后精度全毁。💡 退磁不是附加选项,是必经工序。特别是以后要加工的、要在精密设备上使用的、或者附近有对磁场敏感元件的工件。
退磁电流需从磁化电流逐步降到零,也就是所谓的交流退磁。直流磁化的,还得用超低频或反转直流衰减法。这些原理不难,难的是执行。有的人赶进度,退磁两秒就结束,剩磁不测就放走了。这不坑人嘛。✅ 剩磁要求一般不大于0.3mT(3高斯),用特斯拉计测一下又不费事。
最后,我还想说个容易被忽视的点:磁粉检测对操作人员的依赖性极大。不像射线检测可以看底片,超声可以有波形记录。它几乎全靠现场的人。眼睛盯累了,判断就出偏差;环境光线不合适,细节就丢失。所以,我特别反感那些把检测当成“走过场”的思维。这活儿,得敬畏。每一道磁痕,都可能是一条生命的防线。