一、功率匹配:别迷信铭牌,看实际工况
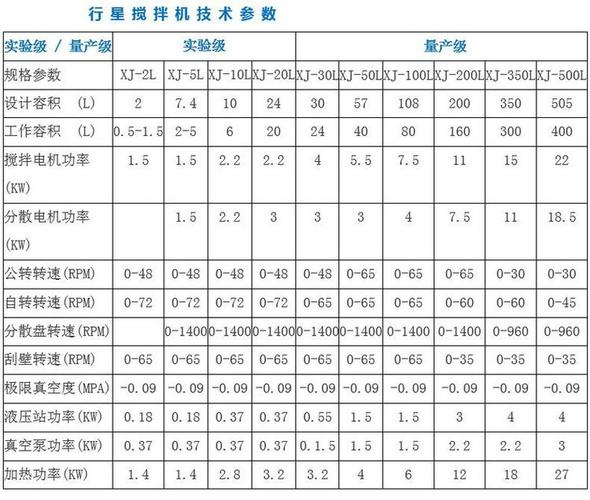
功率。最容易被搞混的参数。 不少采购拿着工艺卡找厂家,开口就是“我要一台15kW的搅拌机”。兄弟,这样买回来的设备,十有八九不是过载跳闸就是大马拉小车。搅拌功率计算必须结合物料密度、粘度、桨叶直径和转速,单靠经验类比迟早翻车。 举个真实例子:乳液聚合,客户指定7.5kW。我上去一看,物料粘度60000cP,比重1.3,桨径800mm,按公式P = Np × ρ × n³ × d⁵
算下来至少需要22kW。原来厂家是按水在500rpm下估算的,实际运行200rpm就堵转了。最后换电机、换减速机,多花了几十万。
二、桨叶:选错的话,连豆腐都搅不均匀
桨叶,搅拌机的灵魂。选型不对,白费钱。 还是那个老生常谈的问题:推进式、涡轮式、锚式、框式、螺带式……到底怎么分? 说人话:低粘度(<500cP),用水类物料,推进式省电高效;中粘度,涡轮式剪切强,分散、乳化首选;高粘度(>50000cP)必须上锚式、螺带式,让流体整体流动,不然中心打个洞,边缘死区一堆。 有一回,客户用推进式搅拌花生酱,60000cP。结果电机嗡嗡响,桨叶空转,物料纹丝不动——因为推进叶的轴流在高粘里根本建立不起来。后来换成双层螺带,立竿见影。❗教训:高粘别碰径向流叶片,那是跟自己钱包过不去。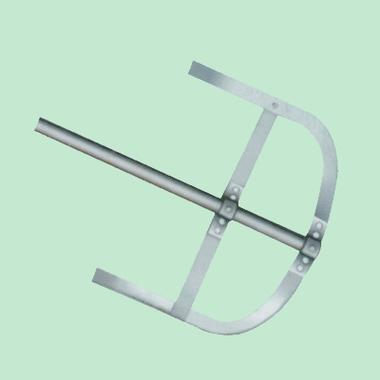
三、材质:304与316L之争,其实是腐蚀在作祟
材质这块,踩坑率奇高。 很多用户以为不锈钢就万事大吉。实际上,搅拌机常接触酸、碱、有机溶剂,选错材料,几个月就穿孔。特别是在焊接部位,应力腐蚀开裂相当隐蔽。 前年某化工厂,搅拌10%盐酸,304桨叶不到半年就漏了。换316L,三年没事。但又有一次,含氯离子高温工况,316L也不顶用,得双相钢2205才能扛住。304怕氯离子,316L耐蚀更好,但有温度上限。超过60℃,含氯环境,316L的耐点蚀当量不足,务必做挂片试验。 问:搅拌酸性物料,304不锈钢顶得住吗? 答:看浓度、温度和是否含氯。稀酸常温无氯,304勉强可用,但焊缝必须固溶处理。如果含氯离子,哪怕几十ppm,304也悬。这时候老老实实上316L,严苛条件甚至得哈氏合金或衬里。💡省钱别省在材料上,生产安全才是第一位。