涂层:不是越亮越好
很多人买铣刀,第一眼看涂层颜色。金灿灿的TiN,乌黑发亮的AlCrN,总觉得越闪越高端。其实涂层这事儿,坑深着呢。TiN涂层(氮化钛)硬度不错,摩擦系数低,适合加工钢件、铸铁,但耐热性一般,700度以上就不行了。后来出了TiCN(碳氮化钛),硬度更高,耐热稍好,但脆性大,不适合断续切削。现在主流是AlTiN(氮化铝钛)或AlCrN,耐高温氧化,能搞到900度甚至更高,干式切削、高速加工首选。但!重点来了——涂层结合力不行,全是扯淡。有些便宜刀具,涂层哗哗掉块,不是磨损,是直接剥落。所以看涂层,先看横截面金相,基体与涂层的过渡好不好,有没有柱状晶缺陷。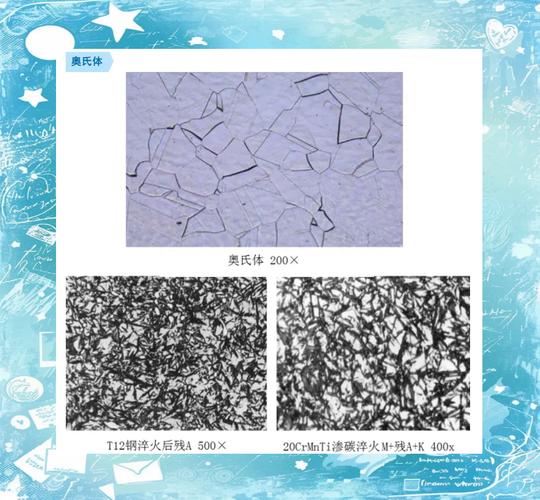
几何角度:前角大还是小?这是个问题
铣刀的前角、螺旋角、刃倾角,这三个角度决定了一把刀的性格。前角大,切削轻快,但刃口强度低,容易崩;前角小,甚至负前角,强度高,适合粗加工、硬材料,但切削力大,容易振刀。螺旋角呢?35度、40度、45度……螺旋角越大,切入切出越平稳,排屑好,适合侧铣、槽铣;但轴向力大,不适合薄壁件。有一次加工一种沉淀硬化不锈钢,硬度HRC38左右,用普通35度螺旋角的铣刀,振得跟拖拉机似的。后来换成45度螺旋角,带变螺旋设计的,立马安静了。所以选刀别死认一个角度,根据材料、机床刚性、装夹方式来。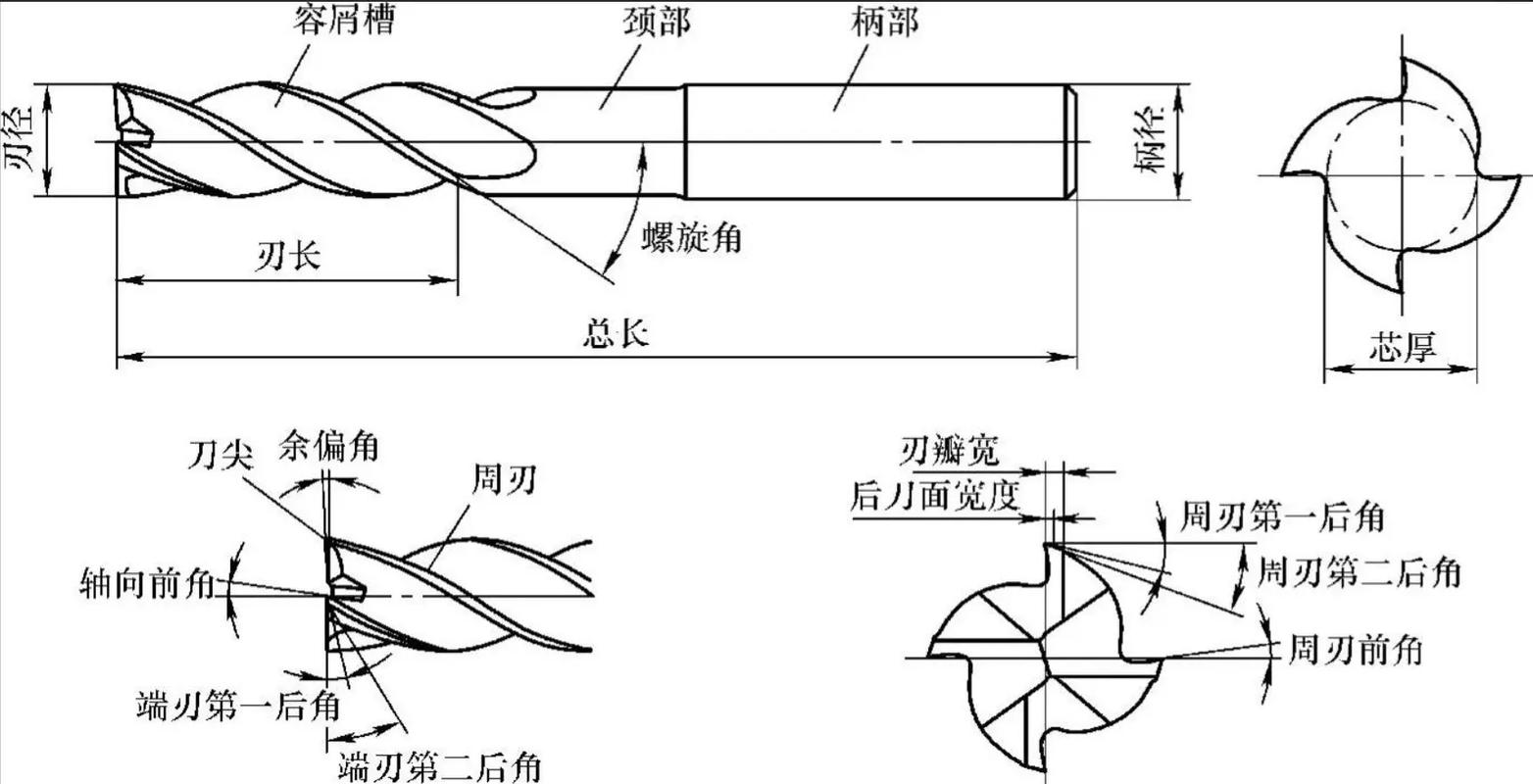
答:不是。螺旋角大确实排屑顺畅、切入平稳,但刀具轴向分力会增大,如果工件装夹不牢或者机床主轴有间隙,反而容易产生振动。至于45度打刀,很可能是因为刃口强度和基体材料没跟上。高螺旋角通常搭配更锋利的刃口,如果涂层或材质偏脆,就会在断续切削时崩刃。另外,切深过大时,大切屑可能堵在螺旋槽里,导致刀具折断。所以螺旋角要根据加工类型选,比如槽铣多用30-35度,侧铣多用40-45度,还要看材料。
刃数选择:4刃还是6刃?别光看效率
现在都追求效率,恨不得6刃、8刃高速铣削。但刃数多,容屑槽就小,切屑容易堵。尤其是加工铝合金,粘刀,如果不用内冷、不用切削液,6刃分分钟糊死。我一般加工钢件,中等切削深度,4刃是万金油;粗加工用3刃甚至2刃,排屑痛快;精加工、浅切深高速铣,可以考虑多刃。关键看:每齿进给量。很多人不看这个!刃数多,同样的进给速度,每齿负荷就小,切屑太薄会摩擦而不是切削,产生热量,后刀面磨损加速。所以换多刃刀,必须计算好每齿进给,不能照搬3刃的参数。问:什么时候用不等分齿铣刀?真的有用吗?答:绝对有用!尤其是在容易振刀的场合,比如长悬伸、薄壁件。不等分齿破坏了切削力的周期性,避免共振。但是,磨制成本高,对动平衡要求也高。如果你的工艺稳定,普通等分齿够用,但如果一直被振刀困扰,换上不等分,可能会像换了台机床。
崩刃、月牙洼、积屑瘤——铣刀的“死亡方式”
铣刀的失效,基本就这几种。前刀面月牙洼磨损,说明切削温度太高,要么提高冷却,要么降速度,或者换耐热性更好的涂层。后刀面磨损,进给太小或者刀已到寿命,正常磨损。突然崩刃,大概率是切削力冲击太大,间断切削、工件有硬点、或者切深过大。积屑瘤最恶心,铝合金、不锈钢加工常见,粘在刃口上,尺寸跑偏,表面划伤。解决积屑瘤,提高切削速度(让温度超过材料再结晶温度)、使用涂层、改善冷却。还有一种微崩,一小块一小块掉,那可能是振动导致,或者刀具材料韧性不足。我见过最离谱的一次失效:一把刀硬生生从中间断了——原因是操作工把刀柄装歪了,跳动0.5mm,直接别断。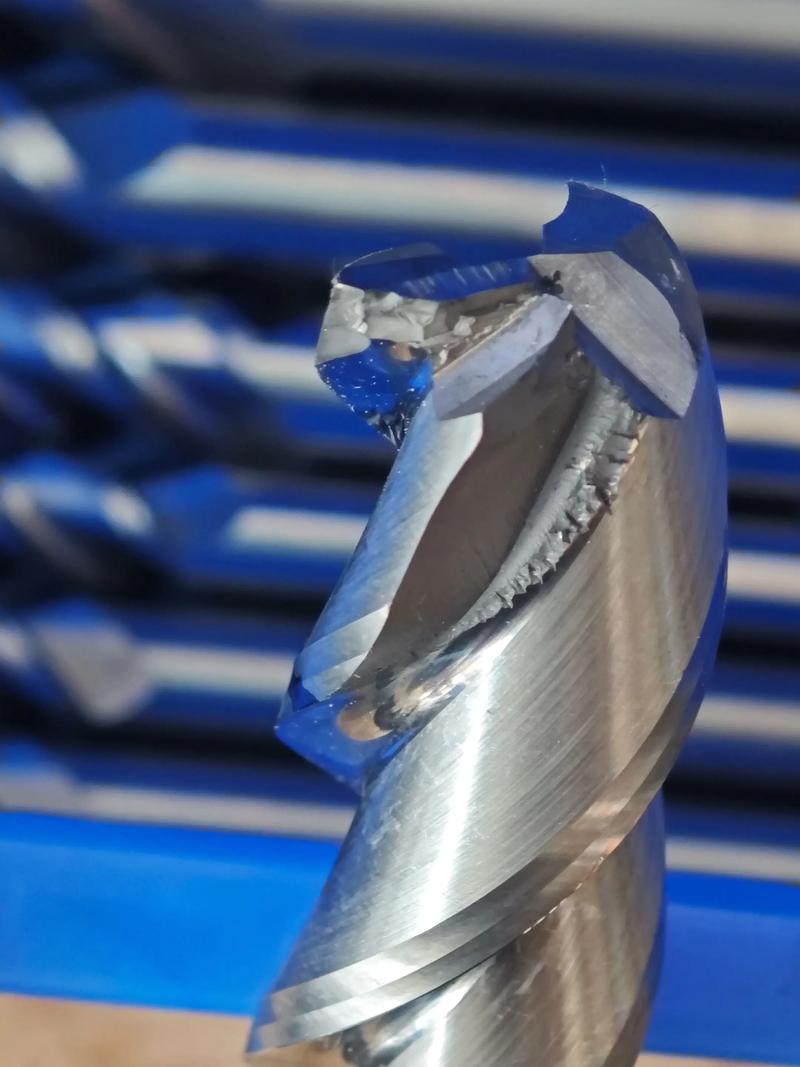
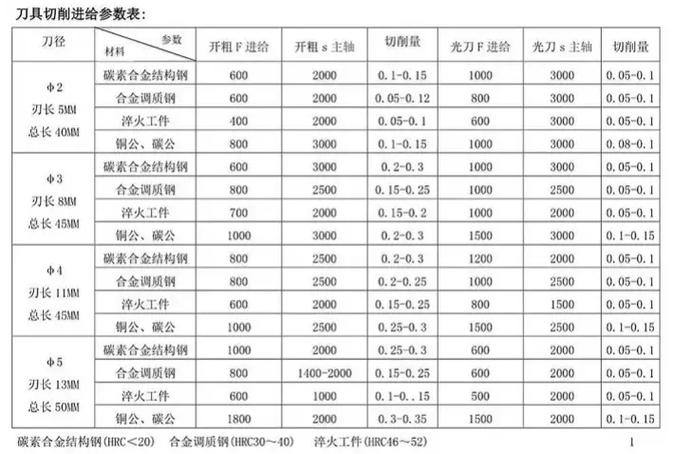
切削参数的“黄金法则”