温度测量这事,看起来简单——往管道上一插,读数不就出来了? 呵呵。 我在车间待了十年,见过太多因为一支温度计惹出的麻烦。 去年某个项目,就因为选错了热电偶,整批产品报废,损失六位数。 直说吧,温度计的水,比你想的深多了。
一、双金属温度计:便宜没好货?
刚入行那会儿,我特喜欢用双金属——皮实,不用电,直接读数,还便宜。 一次采购了两百支,装到冷却水管路上,结果半年后,差不多三成指针卡死。 拆开看,都是水汽渗进去,机芯锈了。 💡教训:双金属的防护等级是个硬指标,别信“通用型”这三个字。 用在室外或有冷凝水的场合,务必选IP65以上,最好带硅油阻尼。 当然,它的好处也明显:量程范围能到-50~600℃,响应不算慢,用来现场巡检很直观。 但你要是想远程监控,它就没戏了。 它就是个纯机械的温度计,没有信号输出。
现在很多厂家把它和热电阻芯做一体,既有现场显示,又能输出信号,这倒是折中的好办法。 不过成本也上去了。
二、热电偶 vs. 热电阻:到底怎么选?
这是每本教科书都会讲的话题,但现场犯糊涂的人照样一抓一把。 热电偶基于塞贝克效应,热电阻测的是金属电阻随温度的变化。 它们俩的精度和温区差异巨大。 我列个简化表:
- 热电偶:测温范围宽(-200~1600℃甚至更高),精度一般0.5%~1%,响应快,但输出信号小,容易受干扰。
- 热电阻(如Pt100):精度高(可达0.1%),线性好,但测温上限低(通常-200~500℃,绕丝式可到850℃但易损坏),响应慢点。
知道这基本区别后,我们看现场怎么选。
问:热电偶和热电阻,哪个精度更高?
答:如果用在200-500℃区间,热电阻的精度甩热电偶好几条街。 但是超过500℃,热电阻要么用不了,要么寿命短得离谱,这时必须上热电偶。 别试图用一个传感器包打天下。 我见过有人非要用Pt100测800℃的炉温,一天烧坏三支,还怪质量不好…… 这能怪谁?

问:为什么我的温度读数一直波动?
答:八成是干扰。 热电偶信号是毫伏级,变频器、电机一开,那波动叫一个欢快。 解决方法:用屏蔽补偿导线,屏蔽层单端接地;信号线与动力电缆分开走线槽;如果还是不行,上信号隔离器。 另外,补偿导线用错型号也是大坑——明明K型热电偶,你接个J型补偿线,误差直接5-10℃,还不稳定。 这类低级错误,我在调试现场纠正过不下十次。 无语吧?
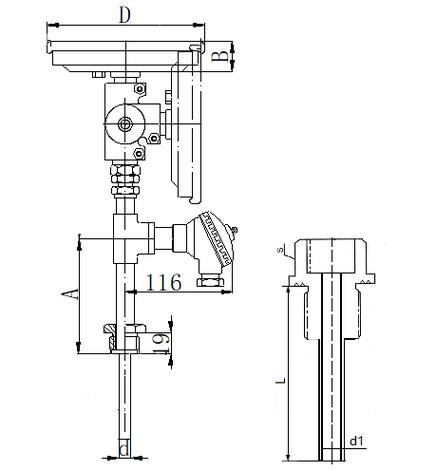
还有安装深度。 插入深度不够,热传导误差能让你怀疑人生。 尤其在气体介质中,插入长度应为保护管直径的15-20倍,液体中8-10倍。 很多人把螺纹拧到底就算完事,根本没考虑热冲击和导热误差。
三、红外测温:非接触的诱惑与陷阱
红外测温仪这几年在工厂遍地开花,尤其疫情期间拿来测温,几乎人手一把。 工业上,它在旋转设备、高压电气接头、移动物体等场合有独特优势。 但!它远没有想象中可靠。 记得有一次,我对着一排光亮的铜母线排测温,读数只有40℃,可手摸上去烫得不行——事后用热电偶测,实际温度90多度。 问题出在发射率(ε)。 光亮铜表面的发射率可能低到0.05,而大部分红外测温仪默认ε=0.95,那误差能不大吗?
💡实用tip:遇到光亮金属表面,贴一条黑色绝缘胶带或者喷一层哑光漆,等温度平衡后再测,读数就能准很多。 当然,现在也有双色红外测温仪,对发射率不敏感,但那个贵,一台能换十台普通红外点温枪。

问:红外测温仪能用于熔融金属测温吗?
答:可以,但必须是专用短波长(如1μm)红外测温仪,并且具备高度的峰值保持功能。 普通长波(8-14μm)的玩意儿,测熔融金属会受到烟雾、水汽的强烈干扰,读数完全没参考意义。 而且,熔融金属表层的氧化膜发射率不断变化,测出的温度往往偏低上百摄氏度。 铸造行业的朋友,别图省事,老老实实插热电偶更靠谱。
四、校准:别等到出事才想起来
前阵子去一家热处理厂,操作工指着控制面板说:炉温一直很稳啊,怎么产品硬度不均匀? 我们拿现场校验仪一测,显示值和实测值差了18℃! 当场把操作工看傻了。 一问,那支热电偶用了快三年,从没校准过。 热电偶长期在高温下,会发生热退化,K型尤其明显。 所以,定期校准不是什么麻烦事,是保命的事。 建议至少半年一次,关键工艺点甚至每季度一次。
现在很多工厂上了什么“智能温度变送器”,宣称免维护。 别信。 传感器本身的老化,智能变送器根本管不了。 它只能保证信号转换精度,可采样的源头就不准,后面再怎么补偿都是白搭。 我自己的经验:买一套便携式干体校验炉,价格不贵,自己就能做在线对比校准,比送检方便多了。 如果预算充足,直接上多通道高精度记录仪,带数学修正功能,还能生成报告,应对审计也轻松。
最后说一句:温度测量,看似基础,实则处处是陷阱。 选型、安装、干扰、校准,哪个环节疏忽了,等着你的就是不良品和扯皮。 别等事故发生了才去翻手册,动手前多问几个为什么。 毕竟,一个准确的读数,比一百个漂亮的控制回路都实在。