模具材料选错——省小钱亏大钱
新手最容易犯的毛病:听说H13便宜,就用H13。结果铝液温度一高,模具表面硬度掉得飞快,两个月不到就出现热疲劳裂纹。选材必须看工况,不是所有压铸模都适合用H13。比如做结构复杂、壁薄的高速压铸模,你得上8407或DAC,甚至进口的Dievar。这些材料的高温屈服强度和韧性平衡得更好,虽然单价贵30%,但寿命能翻倍。算总账,哪个划算?对不?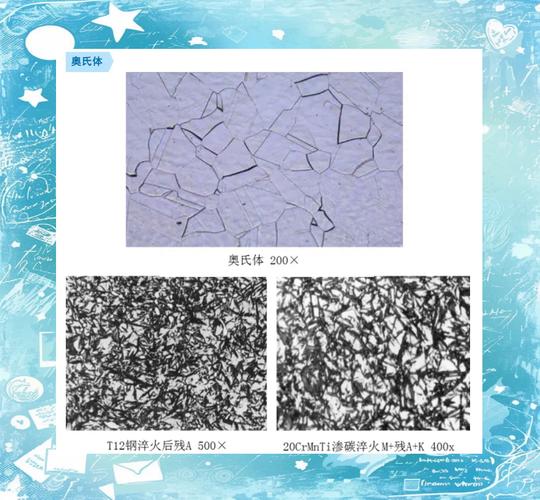
热处理不过关——硬度够了韧性丢了

模具设计缺陷——流道、冷却、排气一个都不能少
很多模具设计只关心怎么把产品打满,不关心模具怎么长寿。直冲型芯的浇口,高速金属液像水枪一样日复一日地冲刷,型芯能不冲蚀吗?浇口位置一定要避免直接冲击型芯和薄壁部位,尽量采用切向进料或挡块分流。 冷却水路的布置更是玄学。该冷的地方没水路,该热的地方拼命冷却,模温一高一低,热应力大得惊人。记住:模具工作温度必须稳定,铝合金压铸模一般控制在180-250℃,镁合金要更高。用模温机比用冷却塔靠谱得多。 排气槽就更别提了。很多模只靠分型面排气,渣包形同虚设,气体排不出去,憋在型腔里造成气隔,不仅产品有气孔,模具也会因局部压力过大而变形。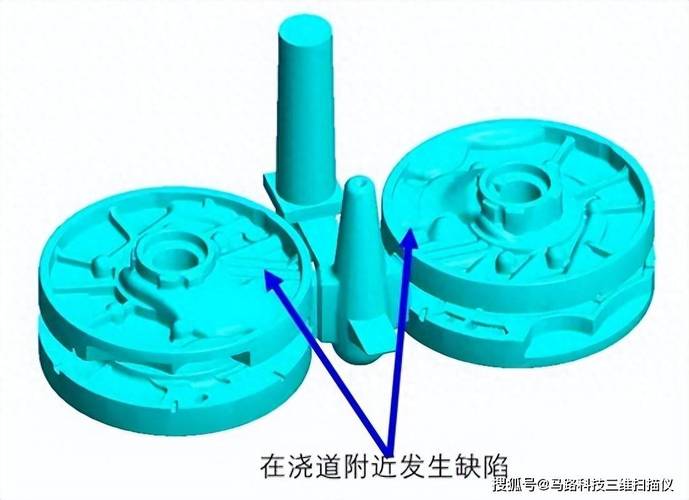
使用与维护——别等坏了再修
