上个月,车间那套新模具又出问题了——打了不到2000模,滑块就开始卡顿,产品飞边跟不要钱似的往外冒。我蹲在注塑机旁边,拿着手电筒照来照去,心里那个烦躁啊……做模具这些年,这种破事儿遇见太多次了。说实话,注塑模具这行真的不是把铁块掏个洞、把塑料射进去那么简单。你要是真这么想,那离废品堆就不远了。

设计阶段埋下的雷,试模时炸得你怀疑人生
很多刚入行的兄弟画模具3D,总觉得软件里看着挺顺溜,开合模没问题就万事大吉。但往往忽略了最要命的——分型面。我见过太多图省事儿把分型面直接拉在最大轮廓上的设计,结果呢?模具一上机,那点微小的间隙直接被塑料熔体冲开,披锋(飞边)修都修不掉。还有浇口,这玩意儿简直就是模具的心脏。尺寸、位置、类型,稍微差一点点,走胶不平衡,产品缩水、变形全来了。记得有一次,一个齿轮产品,我们非要用点浇口,觉得断点痕小、美观,结果齿形填充不满,废了大半个月功夫改流道。后来换了潜伏式浇口——好了,问题立马解决。所以说,经验这东西,全是靠教训砸出来的。
冷却水道的排布也是门玄学。你理论算得再好,实际加工偏一点、堵一点,热量散不出去,成型周期下不来,老板脸色就不好看。我一贯主张,复杂型腔最好做随形冷却,3D打印的水路虽然贵——但省下来的时间、降低的次品率,那点成本几个月就回来了。千万别在这里抠门,不然生产起来,脱模时产品黏在型芯上,那场面才叫一个狼狈。
材料与热处理:模具的筋骨皮
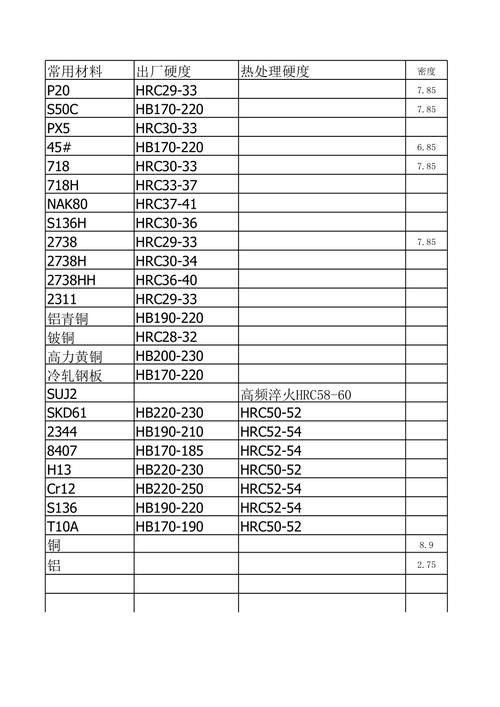
选模具钢这事儿,我踩过的坑能写本书。以前做一款透明PS件,为了省成本用了P20,结果没打多少模,型腔表面就起“橘皮”,光洁度完蛋,产品直接变磨砂效果。客户差点翻脸。后来乖乖换成S136,还做了热处理,硬度上到HRC52左右,咬花也保住了,抛光也好做。真的,钢料钱省不得——尤其是有腐蚀性料、有玻纤的料,你得用耐腐蚀模具钢或者做表面涂层。我现在碰到加玻纤的PA,必上淬火H13,或者表面镀铬、渗氮,不然冲蚀得让你怀疑模具是纸糊的。
热处理工艺更是没法从书本照搬。同样标号的钢,不同批次、不同炉子淬出来,变形量差远了。我们吃过亏:一副大模架,淬火后变形了0.3mm,上磨床都纠不过来,白白浪费。后来学乖了,淬火前留余量,跟热处理厂死磕工艺参数,甚至派人盯着。这些细枝末节,没经历过的人根本不会在意。但往往就是这些地方,决定了模具的寿命是十万模还是两万模。
试模调试:与机器的博弈
试模时,钳工师傅们最爱说的一句话:“你这设计不对!”我作为设计出身,听到这话血压瞬间就上来了。但静下心想想,很多时候真的是注塑工艺和模具匹配的问题。比如保压压力、保压时间、模温,差一点,产品尺寸就飞了。现在的我,试模必带笔记本,记下每组参数,一点点调。最烦那种一上来就把注射速度拉到最高、恨不得一秒打满的调机员——模具寿命就是这么被糟蹋的。
有一次,一个薄壁零件老是打不饱,试模师傅非说排气槽不够深。我看了半天,让他把模温提高15度,瞬间打饱了。所以,有时候不是模具的问题,是工艺的窗子没找到。但排气确实重要,排气槽、排气镶件一个都不能少,特别是深腔、筋位多的地方。不然困气烧焦,产品直接报废。
问:为什么试模时产品飞边严重,但模具尺寸明明没问题?
答:这个问题我遇过无数次。首先检查锁模力够不够,如果注塑机吨位偏小,模具被涨开,飞边自然出来。其次看分型面是不是有异物压坏或者磨损。但如果锁模力和分型面都好,那就得怀疑注射压力或者保压压力是不是太高了——尤其在填充末端速度失控时,峰压会瞬间顶开分型面。还有料温过高、流动性太好也会导致侵入间隙。我通常的做法是:先降注射速度,分段控制,尤其末端要慢下来;然后检查料筒温度是不是太高;再就是看模具的支撑柱、模板强度,有没有弹性变形。一套模具,锁模力计算是静态的,但动态充填时力量会集中在投影面积上,薄弱的边框一撑就开。
维修与保养:让模具活得更久
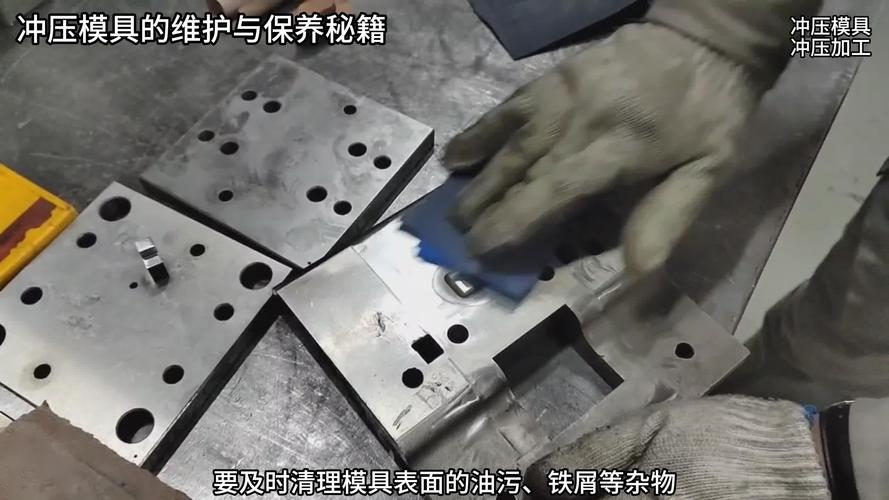
模具下机后怎么保养?很多人就是吹吹水、喷喷防锈油。这远远不够。所有运动部件——导柱导套、滑块斜顶——都得拆开清洗,检查磨损。尤其是滑块,压条间隙大了赶紧换,不然下次撞模就哭吧。顶针、复位杆有没有弯曲?型芯有没有微裂纹?这些不查,下一批订单绝对出问题。我们厂现在规定,每5000模必须做一次全面点检,易损件该换就换,别等到生产时掉链子。
问:模具寿命短,总出现龟裂、塌角,是什么原因?怎么延长?
答:龟裂多半是热疲劳——模温忽高忽低,钢材反复热胀冷缩,表面就裂了。尤其用在高温料比如PC、PPS,必须用热作模具钢,而且热处理要到位,最好做表面氮化。塌角往往是硬化层太薄或者硬度不够,咬花面容易塌。延长寿命的秘诀:一是选择正确的钢种和热处理工艺;二是合理的使用模温机控制温差;三是定期去应力回火,特别是大模具加工完、焊补完,一定要去应力;四是成型工艺上避免过大的注射压力和速度;五是及时修复微缺陷,不要等它扩大。我们有一副模具,本来预计30万模,就是因为坚持用模温机保持恒温、按时保养,硬撑到了50万模,多赚回两副模钱。
写在最后——其实没有最后
注塑模具这个行当,真是学不完。新材料、新工艺层出不穷:气辅成型、微发泡、多色注塑……每一样都够研究好一阵子。但万变不离其宗,把基本功做扎实——分型面、浇注系统、冷却、顶出、排气,再配合上严谨的加工和调试,一套好模具就出来了。我到现在还是会有时抓狂,有时惊喜,看到产品完美脱模那一刻的成就感,确实无可替代。
行了,今天就聊这么多。你还遇到过什么奇葩的模具问题?欢迎留言一起吐槽。