2026-07-15 21:53:36 作者:网编
分类:文章
选型时的糟心事
刚入行那会儿,我迷信数据——什么转子直径、进料粒度、产量,参数漂亮就行。结果呢?买回来的锤破,不到两个月锤头就秃了,筛板堵得像水泥板。后来才明白,参数是死的,工况是活的。物料的硬度、含水量、磨蚀性,哪一个不比理论产量重要?上次有个项目,物料含硅高得离谱,普通高锰钢锤头上去——三天!就三天,锤头直接报废,那声音听着都心疼。唉,说多了都是泪。
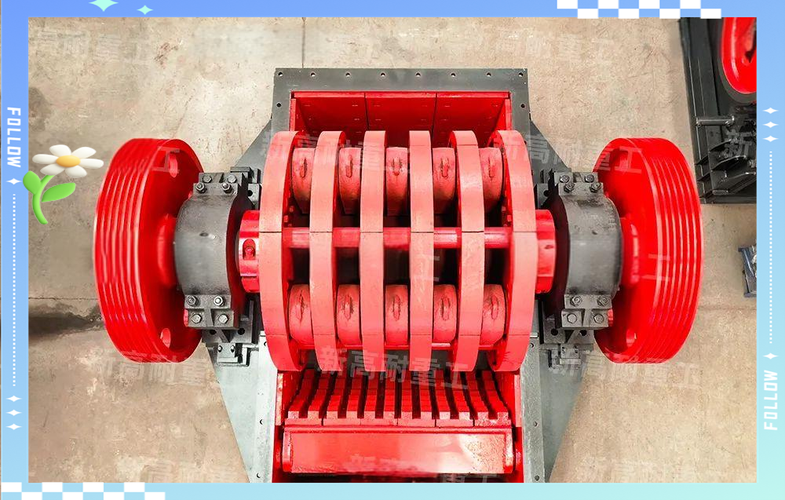
 锤式破碎机选型对比现场图
说实话,现在选锤破,我第一眼看的就是锤头材质和结构。双金属复合锤头、高铬铸铁、碳化钨堆焊…这些名词别光听销售吹。要实测硬度,看金相。有个诀窍:如果物料硬度超过Mohs 5级,就别省那点钱上高锰钢,老老实实高铬或者加厚耐磨层。还有转子转速——很多人忽略这个。转速太高,物料来不及破碎就被甩出,反而增加过粉碎和粉尘;太低,冲击力不够。这几年发现,重锤式破碎机在中等硬度物料上表现意外稳定,锤盘厚重,打击力大,抗折腾。
问:锤式破碎机为什么总是堵料?明明产能设计有余量。
答:堵料这事儿真心烦!排查过好多次,最后发现根源常常不在机器本身。最常见的是筛板缝隙选择不当。如果你的物料含有较多针片状颗粒,或者湿度大,标准缝隙很容易卡料。后来我把筛板换成梯形孔,加大了一点缝隙,问题立刻缓解。还有个隐蔽坑:给料不均。人工倒料一会儿多一会儿少,锤破容易噎住。最好加个振动给料机,均匀喂料,不仅不堵,破碎效率还能上去。另外,锤头磨损后期,打击面变得光滑,实际破碎腔变小,也会导致排料不畅——该换锤头了。
锤式破碎机选型对比现场图
说实话,现在选锤破,我第一眼看的就是锤头材质和结构。双金属复合锤头、高铬铸铁、碳化钨堆焊…这些名词别光听销售吹。要实测硬度,看金相。有个诀窍:如果物料硬度超过Mohs 5级,就别省那点钱上高锰钢,老老实实高铬或者加厚耐磨层。还有转子转速——很多人忽略这个。转速太高,物料来不及破碎就被甩出,反而增加过粉碎和粉尘;太低,冲击力不够。这几年发现,重锤式破碎机在中等硬度物料上表现意外稳定,锤盘厚重,打击力大,抗折腾。
问:锤式破碎机为什么总是堵料?明明产能设计有余量。
答:堵料这事儿真心烦!排查过好多次,最后发现根源常常不在机器本身。最常见的是筛板缝隙选择不当。如果你的物料含有较多针片状颗粒,或者湿度大,标准缝隙很容易卡料。后来我把筛板换成梯形孔,加大了一点缝隙,问题立刻缓解。还有个隐蔽坑:给料不均。人工倒料一会儿多一会儿少,锤破容易噎住。最好加个振动给料机,均匀喂料,不仅不堵,破碎效率还能上去。另外,锤头磨损后期,打击面变得光滑,实际破碎腔变小,也会导致排料不畅——该换锤头了。
锤头寿命的秘密
曾经为了省钱,用了某低价锤头,结果不到两周就磨偏了,转子不平衡开始抖,把轴承都干废了。这还不算完,因为锤头碎片飞出来,差点打穿机壳——安全无小事啊!现在学乖了,定期检查锤头磨损情况,发现局部磨损超过40%必须整套换。不要新旧混用!否则转子动平衡破坏,振动值一高,主轴、轴承全跟着遭殃。
去年测试一种表面镶嵌碳化钨的锤头,虽然贵30%,但寿命延长了3倍。平均算下来,吨成本反而更低。惊喜吧?选耐磨件不能光看单价,得算全寿命成本。尤其当你的生产线是连续作业的,停机换锤头的损失可能远大于备件本身。顺便提一句,转子修复也是个大活。我们这儿一般是堆焊修补磨损区域,但得找有经验的师傅,焊后必须做动平衡。
 锤式破碎机锤头磨损与更换实拍
问:锤头到底该多久翻面或者换新?
答:没有固定时间!取决于物料和产量。听声音最直接:如果锤击声变闷,电流波动变大,大概率是该翻面了。我自己的经验,高锰钢锤头在破碎石灰石时,大概每运行200小时左右翻面一次,用到400-500小时就得换。但如果是砂岩,100小时可能就扛不住了。每次巡检时用卡尺量一下锤头厚度,做个记录,自然就能摸出规律。别指望厂家给的寿命数据,那都是理想工况。
锤式破碎机锤头磨损与更换实拍
问:锤头到底该多久翻面或者换新?
答:没有固定时间!取决于物料和产量。听声音最直接:如果锤击声变闷,电流波动变大,大概率是该翻面了。我自己的经验,高锰钢锤头在破碎石灰石时,大概每运行200小时左右翻面一次,用到400-500小时就得换。但如果是砂岩,100小时可能就扛不住了。每次巡检时用卡尺量一下锤头厚度,做个记录,自然就能摸出规律。别指望厂家给的寿命数据,那都是理想工况。
那些调机的心得
 那些调机的心得
锤破调好了,是赚钱利器;调不好,就是吃电老虎。我发现篦条间隙和排料口大小对粒型影响巨大。想要出立方体骨料,排料间隙就不能太小,否则过粉碎严重,石粉多。但搞砂石联产时,又得适当减小篦缝,让大颗粒多循环几次。这需要现场微调,看成品筛分结果反推。
有次帮一个砂石厂改造,他们原来用颚破粗碎+锤破细碎,出来的石子针片状含量超标。后来我们把锤破转速降了10%,同时加大筛板孔径,粒型立马改善。为什么?冲击破碎本就容易产生针片状,适当降低打击速度和次数,让物料靠重力下落排出,减少了过冲击。这个小改动,他们老板高兴坏了。
还有润滑——别再用那种普通黄油枪随便打两下了。现在要求用二硫化钼锂基脂,耐高温抗挤压,轴承寿命明显延长。每周定注油量,多了会散热不良,少了干磨。得,这些都是血汗砸出来的经验。
最后强调一句:锤式破碎机的安装基础绝对不能马虎。我们曾经吃过亏,地脚螺栓没预埋好,机器跳得厉害,最后灌浆加固才解决。建议做200mm以上钢筋混凝土基础,底下垫橡胶减震垫。虽然多花几万块,但长远看绝对划算。
话说回来,现在市面上锤破品牌多如牛毛,选大厂还是小作坊?预算充足直接上名牌,售后有保障;但有些小厂专注特定物料锤破,反而有独到设计,不妨去用户现场看看实际表现。别光听业务员忽悠,多去同行那里转转,抽根烟聊聊天,往往能套出真话。
好了,今天就扯到这。以后有空再说说反击破和锤破怎么选——那个话题更纠结。
那些调机的心得
锤破调好了,是赚钱利器;调不好,就是吃电老虎。我发现篦条间隙和排料口大小对粒型影响巨大。想要出立方体骨料,排料间隙就不能太小,否则过粉碎严重,石粉多。但搞砂石联产时,又得适当减小篦缝,让大颗粒多循环几次。这需要现场微调,看成品筛分结果反推。
有次帮一个砂石厂改造,他们原来用颚破粗碎+锤破细碎,出来的石子针片状含量超标。后来我们把锤破转速降了10%,同时加大筛板孔径,粒型立马改善。为什么?冲击破碎本就容易产生针片状,适当降低打击速度和次数,让物料靠重力下落排出,减少了过冲击。这个小改动,他们老板高兴坏了。
还有润滑——别再用那种普通黄油枪随便打两下了。现在要求用二硫化钼锂基脂,耐高温抗挤压,轴承寿命明显延长。每周定注油量,多了会散热不良,少了干磨。得,这些都是血汗砸出来的经验。
最后强调一句:锤式破碎机的安装基础绝对不能马虎。我们曾经吃过亏,地脚螺栓没预埋好,机器跳得厉害,最后灌浆加固才解决。建议做200mm以上钢筋混凝土基础,底下垫橡胶减震垫。虽然多花几万块,但长远看绝对划算。
话说回来,现在市面上锤破品牌多如牛毛,选大厂还是小作坊?预算充足直接上名牌,售后有保障;但有些小厂专注特定物料锤破,反而有独到设计,不妨去用户现场看看实际表现。别光听业务员忽悠,多去同行那里转转,抽根烟聊聊天,往往能套出真话。
好了,今天就扯到这。以后有空再说说反击破和锤破怎么选——那个话题更纠结。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:锤式破碎机选型维护血泪史:这5个坑我替你踩过了
文章链接:https://www.zystgy.cn/a/54994