角磨机+百叶轮?别急着下手,先看看你的工件哭了没
角磨机绝对是抛光工具里的“街头霸王”——便宜、力大、哪儿都能用。但问题是,这货转速动不动上万,你手稍微一抖,工件上就是一道月牙坑。我刚开始那会儿,给一个6061铝件去焊缝,寻思用80目百叶轮先粗打一遍,结果一上去就啃出个凹槽,最后整个面重做平,多花了半天工时。焊工在旁边乐:“刘工,您这抛光工具挺费料啊。” 脸都绿了。 所以后来我学乖了:铝、铜这类软金属,千万别用高转速角磨机配粗目百叶轮——热量堆积太快,表面瞬间氧化发黑,而且切削量根本控不住。你得换成低速直磨机或者变速角磨机,转速压到3000以下,然后上千叶轮或者尼龙轮,从120目起步,一层层往下走。累?当然累。但出来的活儿,手指摸上去像婴儿屁股,值。
羊毛轮+研磨膏,就得供着用?别逗了
有一阵子我沉迷镜面抛光,恨不得把所有工件都照出人影。买羊毛轮、买各种目数的研磨膏,从粗到细摆一溜儿,觉得自己特专业。结果呢?交叉污染!你用一个轮子蹭了粗膏,哪怕拿气枪吹过,残留的粗颗粒嵌在羊毛里,下次一用,直接在镜面上划出细丝痕。简直抓狂——这就跟拿钢丝球擦眼镜一样蠢。 后来我定了个死规矩:一种研磨膏专用一个轮子,轮子侧边用油漆笔标上目数,而且用完立马密封袋套起来。还有,羊毛轮别死命压,让研磨膏自己“咬”表面,压力大了反而产生高温,工件边缘容易烧焦。特别是做不锈钢水杯那种薄壁件,热量一集中,变形,直接报废。你说心疼不心疼? 问:抛光膏到底该选油性的还是水性的?我看网上吵翻了。答:这事儿得分情况。油性膏润滑好、切削猛,适合粗抛和半精抛,但后续清洗费劲,必须用溶剂。水性膏省事,水一冲就干净,适合精密工件,但切削力偏软,碰上硬质合金就歇菜。我个人的烂招:粗抛用油性,精抛用水性,中间绝对别混。有人问能不能混着用?能,后果就是清洗到你怀疑人生——那层油膜不弄干净,镜面老有雾状斑块。

砂纸,最被看不起的抛光工具,但救过我无数急活
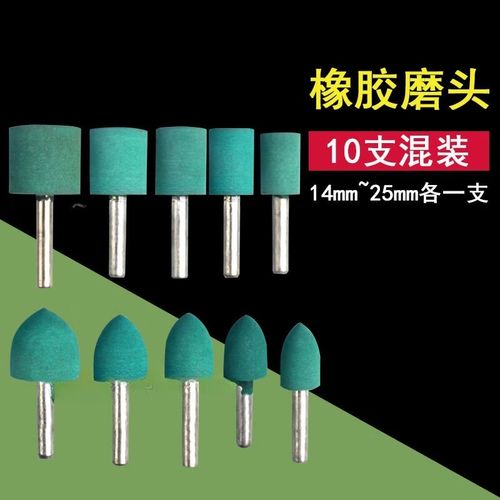
说到砂纸,可能有人撇嘴:“这玩意儿也算抛光工具?” 我跟你讲,砂纸才是真正的扫地僧。尤其在一些曲面、死角,机器根本进不去,你只能手指头裹着砂纸一点一点蹭。有次给一个医疗器械零件去毛刺,内腔弯弯绕绕,抛光机探不到底,最后是用竹片削成合适弧度,粘上600目的碳化硅砂纸,手工作业三小时。做完那一刻,腰都直不起来,但那种成就感——怎么说呢,比赚那点工时费爽多了。 手磨有讲究:干磨时砂纸要经常在旧牛仔裤上蹭两下,去掉堵塞的金属粉,效率能差一倍。水磨就简单些,加几滴洗洁精可以防止粘腻。还有,砂纸别省!用到半钝不钝的时候最坑人,磨削力下降,你越压越使劲,结果表面烧了或者划出深痕。果断换新,成本反而更低。 问:经常看到有抛光工具套装卖,一大盒几十件,新手能买吗?答:千万别!大部分套装里的东西都是凑数的。比如海绵轮硬度不对、羊毛轮掉毛、研磨膏成分不明。你真正用得上的就那么三五款。我的建议是:散买,买好的。一个日本品牌的羊毛轮三十块钱,能用半年;套装里三块钱的轮子,甩毛甩到你崩溃,工件上粘得全是碎纤维,清理比抛光还费时。抛光这事儿就是一分钱一分货,捡便宜的后果往往是重做。 前面说了角磨机,其实还有一种工具常常被忽略——直磨机配橡胶磨头。这组合在模具抛光里是神器。橡胶磨头弹性好,夹角死角能蹭到,而且不像砂轮那样容易啃伤基准面。我有次修复一副老注塑模,型腔表面有轻微腐蚀点,先用600目油石粗打,再换800目橡胶磨头配合研磨油慢慢顺纹路走,最后羊毛轮收光。弄完钳工组长拿放大镜看,说“跟新模一样”。那一刻的得意,能回味一周。 但直磨机转速高,磨头发热快,得注意冷却。有人直接用风磨,边吹边转,散热稍微好点。这里头门道挺多:不同形状的橡胶磨头对应不同表面,圆柱形适合平面,锥形适合清根,子弹头适合凹面。买一套质量好的,别图便宜,便宜货橡胶配方不行,要么太硬堵屑,要么太软两天就秃。
那些年我交过的智商税:磁力抛光机、振动抛光机
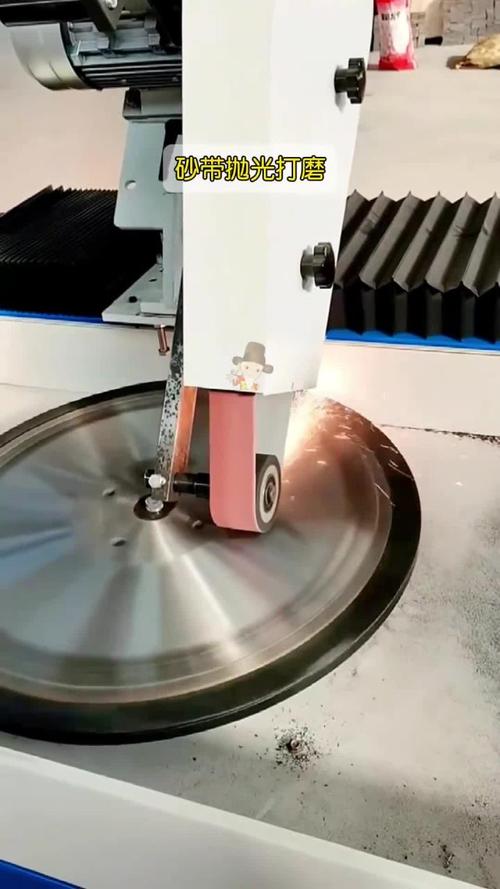
答:超声波抛光对付硬质合金、陶瓷这些材料确实有优势,因为它频率高,磨料冲击力度小而快,表面应力小。但对于大多数模具钢或者不锈钢,效率极低,你要抛到地老天荒吗?而且超声波头子消耗快,一个尖端上百块,用不了多久就磨短了。除非你是做精密电子模具,表面要求Ra0.02以下那种,否则别上那当。老老实实手工或者用精密气动打磨机。 现在市面上还有一种叫“砂带机”的抛光工具,宽砂带那种,适合大面积板材拉丝。我用过一回,给一个商场扶梯的装饰板做HL拉丝(发纹处理),那家伙,得两个人扶着板子匀速过,稍微一顿,纹路就深浅不一。控制得好,效率是真高,但容错率低。新手上去,毁板子没商量。这东西吃经验,手稳心细才行。 最后说个细节:抛光方向必须一致。很多人磨着磨着就画圈了,结果出来的纹路杂乱,光一照跟花脸猫似的。特别是做拉丝表面,必须单向走刀,收尾时轻抬,别留停顿时产生的暗影。要想纹路笔直,可以借助靠山或者导轨。