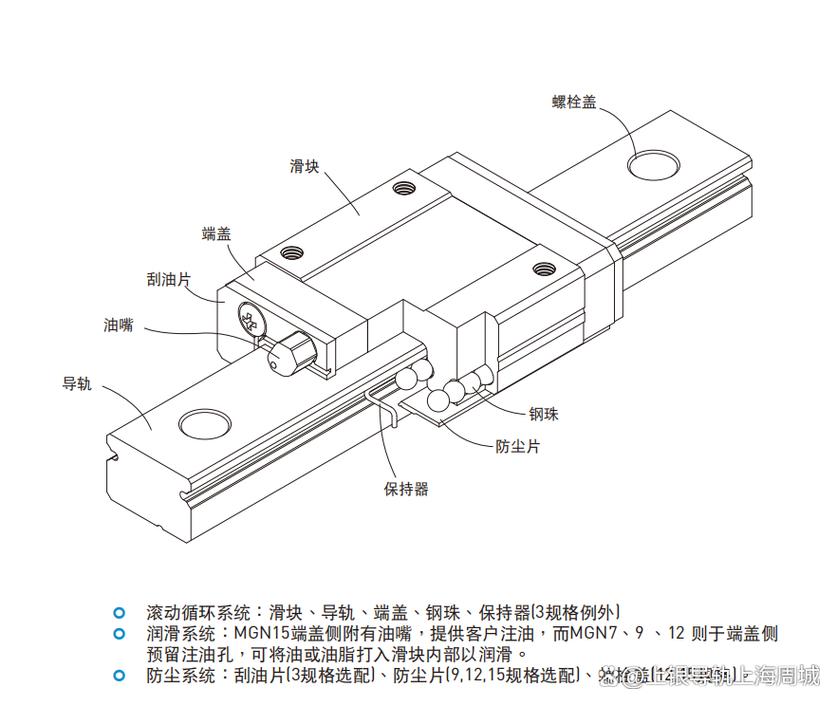
设备又报警了。定位不准,振动异响,导轨上那几道划痕看得我肉疼。拆开护罩,铁屑混着干涸的油脂糊成一团——这已经是半年内第三次了。便宜导轨害死人。
很多人觉得直线导轨不就是个铁条加滑块吗?随便买个国产的就能用。说实话,我十年前也这么想。直到被客户退货三次,赔了十几万,才彻底学乖。
选直线导轨,第一个要盯死的指标就是精度。市面上分普通级、高级、精密级,再往上还有超精密——价格能差出十倍。但别一上来就追高精度,得看你实际需求。对吧?你做个物流输送线,选个P级精度(行走平行度5μm)纯属浪费;可要是数控磨床,H级(3μm)都是打底,不然加工出来的工件一致性就像抽奖。
有个同行,给注塑机配导轨,图便宜选了普通级。结果开合模时滑块晃动量累积到0.1mm,模具导柱三天两头断。后来换了精密级,问题立马消失。他说,早知道不省那两千块了。💸
问:预压到底怎么选?轻预压还是重预压?
答:这得看你受力的方向和大小。预压说白了就是消除内部间隙,提高刚性。但预压越大,滑块滚动阻力也越大,寿命反而可能缩短。轻预压(约0.02C)适合低负载、高速度的场合——比如电子元件贴片机,它要的是快,负载很小。重预压(约0.08C)就得用在加工中心这类吃重切削的机床上,刀具下压的时候导轨不能有丝毫退让,否则振刀纹会逼疯质检。❗️记得一个技巧:垂直安装时,由于重力影响,最好选带预压的型号,否则滑块可能松松垮垮,精度全无。
润滑和维护,工程师最容易栽跟头的地方
多少人把导轨装上就不管了?等到“吱吱”响才去加油。晚了。导轨的寿命70%取决于润滑。不是什么油都能用,ISO VG32~68的导轨油,粘度太低挂不住,太高则阻力大、温升高。我吃过亏:用普通液压油替代,没两个月滑块内部滚道就出现剥落,一查是油膜强度不够,微动磨损加剧。后来统一改用含极压添加剂的专用油,再也没出过问题。✅
还有个细节:防尘。车间粉尘、切屑会像砂纸一样研磨滚珠。哪怕你选了带密封片的滑块,也要定期清理。尤其激光切割机,那金属粉尘细得像烟雾,穿透力极强。见过一台设备,导轨护罩没装好,三个月滚珠全锈了,拆下来一倒,流出一滩铁锈浆。老板脸都绿了。
问:国产导轨和进口差距真有那么大?

答:以前是。现在得分开看。高端领域,比如五轴联动、半导体设备,德系和日系确实稳,材料热处理、滚道研磨工艺都是看家本事,精度保持性一流。但中端市场,国内几家头牌已经杀疯了。像某品牌的微型导轨,重复定位精度能做到±1μm,价格只要进口的一半。不过,买国产要擦亮眼——有些小厂拿轴承钢糊弄,根本没做深冷处理,用半年精度就跑了。💡窍门:要求供应商提供精度检测报告和材质证明,别听销售吹牛。
装配,那几丝的事决定成败
基准面不直?螺栓扭矩不均?导轨能憋弯。你以为买的高精度导轨装上就是高精度?做梦。底座安装面的平面度、直线度必须高于导轨精度一个等级。我通常用水平仪+准直仪打表,螺丝从中间向两边对角拧,分三次打到额定扭矩。就这,还经常调一整天。有时就差2丝,滑块走起来一顿一顿,像得了帕金森。🛠️
还有拼接导轨——长行程必须对接。两根导轨的接头处,高低差要控制在0.002mm以内,交接滚道要对齐得用放大镜看。否则滑块过接缝就“咯噔”一下,用不了多久就出压痕。这种活不能赶,得静下心。有一次,我装一根8米龙门导轨,和徒弟两个人调了三天,饭都顾不上吃。最后检测全程行走平行度2.8μm,值了。
说到底,直线导轨这个件,看似简单实则精密。它像设备的骨架,骨架不正,再好的电机丝杠都白搭。别迷信参数,也别过度图便宜。选对了、装好了、保养跟上了,它默默无闻十几年;但凡一个环节出岔子,停机、报废、返修,够你喝一壶。
最后啰嗦一句:储存时一定要水平放置,别立着靠墙,会自然弯曲。我见过全新导轨,没开封,放了半年弯了5mm——直接报废。血泪教训。🔧