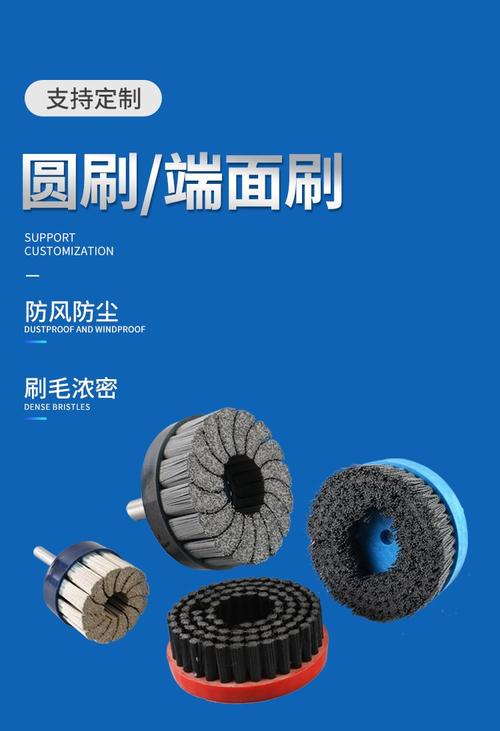
上个月去一个做精密轴承的客户那里,他们刚报废了一批价值二十多万的套圈。原因?精磨之后用所谓的“便宜工业刷子”去毛刺,刷丝太硬,把滚道表面划出微米级的沟槽——等装配完测噪音才发现,全完了。这事儿让我想起十年前自己的惨痛教训:为了省几百块买抛光刷,结果整条线的缸体内孔粗糙度超差,返工返到怀疑人生。
工业刷子,这玩意儿看似简单,一撮毛加个柄,可里面的门道深了去了。说实话,我们做机械的,谁敢说自己没在这上面踩过坑?
选错刷丝?就是在赌命
很多人觉得工业刷子不就是刷毛硬不硬、软不软的问题。错!大错特错。刷丝材料才是灵魂。尼龙、钢丝、铜丝、猪鬃、磨料尼龙……各有各的脾气。就拿最常用的尼龙丝来说,你以为都一样?含磨料的尼龙丝(比如碳化硅、氧化铝填充的)和纯尼龙丝,那简直是步枪和火箭筒的区别。
记得有一次,一个做铝合金壳体的供应商换了批刷子,结果表面全是黑色拉伤。他们以为是冷却液不行,排查一圈,最后发现是新买的工业刷子用了不合适的研磨丝,摩擦热太大。你说气人不气人?
❗ 血泪提示:加工铝合金、铜等软金属,千万别用硬钢丝刷。除非你想做“拉丝工艺”——但即使拉丝,那也得是专门设计的尼龙研磨刷,不是普通的钢丝刷。
问:那我们怎么知道该选什么刷丝?有没有快速判断的方法?
答:最简单是看工况。如果是去大毛刺、除锈、焊渣清理,用钢丝刷(注意钢丝直径和编织方式)。如果是精密表面处理,或者怕划伤,首选含磨料的尼龙刷,或者猪鬃刷(天然猪鬃韧性好、不伤表面,但耐温低)。如果是抛光,有专门的棉布抛光刷或羊毛毡刷。但千万别想当然,一定要跟供应商说清楚你的工件材料、加工余量、表面要求。最好先试刷。
谁说工业刷子不能精密?别被老观念害了
传统车间里,老师傅拿起一把毛刷就蹭蹭蹭,全靠手感。但现在精密制造,公差都到μ级了,你还敢这么糙?现代工业刷子,特别是数控机床用的毛刷,那是要讲究动平衡的。转速几千转的时候,不平衡的刷子别说去毛刺了,能把主轴振坏。
我见过一个案例,德国进口的五轴加工中心,配了国产劣质抛光刷,结果主轴拉伤,维修费十几万。老板差点吐血。
💡 所以,工业刷子的精度不仅仅是刷丝本身,还有安装结构、同心度、耐磨性。现在的精密刷子,比如陶瓷辊刷、金刚石磨刷,甚至能用在硬质合金和陶瓷工件的表面处理上。

问:工业刷子用一段时间就变形了,是质量差还是我使用方法不对?
答:都有。刷子变形主要是过载和过热。过载就是吃刀量(压入深度)太大,转速太高,刷丝受不了。还有一个常被忽略的点——刷子的旋转方向。有些单向设计的刷子,反转会导致刷丝永久变形。另外,储存时别压在重物下面,平放或悬挂,尼龙刷丝时间久了也会吸潮变形。
被忽视的“毛”:技术参数里也有哲学
聊聊刷丝直径和密度。粗丝去除率高,但短命?不对,很多时候粗丝更耐磨。密植刷丝适合精细表面,但排屑不好,反而容易堵。所以这里有个平衡。我经常跟客户说,你花十几万买设备,却舍不得多花几十块钱研究刷子参数,那不是本末倒置吗?
举个例子:有一个做手表壳的客户,抛光镜面时总有细纹,尝试了各种抛光膏都不行。最后我让他们把工业刷子的丝径从0.3降到0.15,增加丝密度,同时调整转速,问题立马解决。就这,一个参数的事,他们折腾了三个月。
✅ 经验:对于精密表面,细丝、高密度、低转速、小进给;对于重型除锈,粗丝、低密度、高转速、大进给。但记住,这只是参考,一定要试验。
如今,工业刷子的应用范围已经远超你的想象:从航空发动机叶片的去毛刺,到半导体晶圆的清洗,从汽车轮毂抛光,到纺织机械的刷绒。可以说,没有哪种制造离得开它。然而,许多人还是把它当成“耗材”里的“杂牌军”,不舍得投入,结果往往捡了芝麻丢了西瓜。
最后啰嗦一句:买工业刷子,别只比价格。找个懂行的供应商,把你的工况如实告知,让他给你出方案。如果连你的工件材料和前道工艺都不问,直接报价的,趁早换一家。
不然,下一个半夜在车间返工骂娘的,说不定就是你。