2026-07-17 05:36:38 作者:网编
分类:文章
选砂磨机这事儿,外行看个热闹,内行踩过的坑比看过的样本还多。说实话,我刚入行那会儿,也迷信过进口货,觉得贵=好,结果被现实狠狠扇了一巴掌——不是设备不行,是根本不对路。砂磨机不是标准件,匹配比品牌重要一百倍。 比如你做的是高粘度胶印油墨,别人给你推盘式砂磨机,腔体里物料流动性差得要死,磨介挤在一坨干磨,发热、堵料、效率低到你想砸机器。但你换个棒销式的、或者用大流量循环,粘度立马不是问题。❗ 所以啊,聊砂磨机不能脱离工艺,否则就是耍流氓。
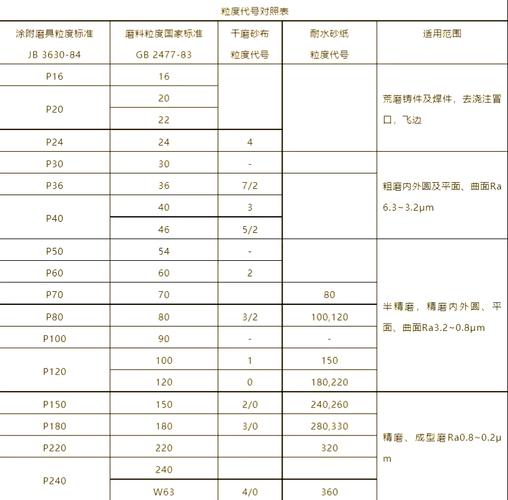 不同粘度物料砂磨机选型对比示意图
不同粘度物料砂磨机选型对比示意图
你以为的研磨效率,可能全是误会
 你以为的研磨效率,可能全是误会
很多老板上来就问:“一小时能磨多少?” 我说你这不是买水泵。研磨效率的账,不能只看处理量——线速度、填充率、磨介直径、物料停留时间……这些参数每动一个,结果天上地下。举个例子,你想把钛白粉磨到微米级,用0.3mm的氧化锆珠和高转速能出细度,但你要是磨植物炭黑,同样参数保证你磨介碎一半、筛网堵死。别笑,我真见过有人这么干,然后抱怨设备质量问题。
问:棒销砂磨机和盘式砂磨机到底怎么选?
你以为的研磨效率,可能全是误会
很多老板上来就问:“一小时能磨多少?” 我说你这不是买水泵。研磨效率的账,不能只看处理量——线速度、填充率、磨介直径、物料停留时间……这些参数每动一个,结果天上地下。举个例子,你想把钛白粉磨到微米级,用0.3mm的氧化锆珠和高转速能出细度,但你要是磨植物炭黑,同样参数保证你磨介碎一半、筛网堵死。别笑,我真见过有人这么干,然后抱怨设备质量问题。
问:棒销砂磨机和盘式砂磨机到底怎么选?
答:是个好问题,但答案不在设备本身。你得先看物料粘度、固含量和最终细度要求。低粘度、易分散的,盘式足够了,便宜耐造。但要是粘度超过1000cps,或者需要亚微米级研磨,果断上棒销,它的研磨能量密度高,对高粘度有天生优势。不过话说回来,棒销机做密封要求更苛刻,维护成本也高一截。没有最好,只有最合适。
密封!密封!密封!说三遍都不够
砂磨机最让人恼火的故障,不是电机烧了——那概率太低——而是机封漏了。一漏,物料往外滋事小,进了轴承导致停机检修,一条产线瘫掉,那损失,厂长脸都是绿的。我经手过的机器,机封没出过幺蛾子的,凤毛麟角。双端面机械密封是最常见的,但一定要选外供隔离液的方案,别心疼那点冷却水。还有些厂家吹自己的气密封多牛,我没试过不好乱说,不过从原理上看,对高蒸汽压溶剂的体系,风险不小。❗凭良心讲,定期检查密封液压力、及时更换磨损件,比赌密封不坏现实得多。
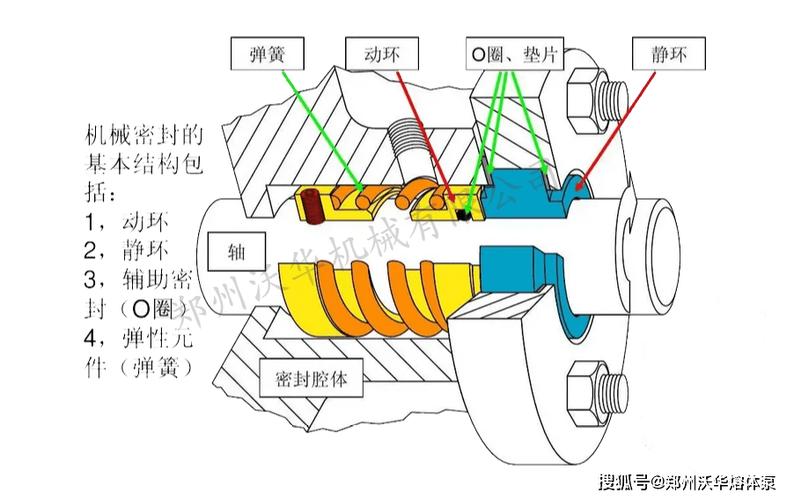 砂磨机双端面机械密封结构剖面图
问:砂磨机筛网老堵,除了换筛网还有啥招?
砂磨机双端面机械密封结构剖面图
问:砂磨机筛网老堵,除了换筛网还有啥招?
答:赌你没做足三点。第一,磨介尺寸别贪小,小磨介确实能磨更细,但堵筛网概率指数级上升,最小不能用小于筛网缝隙的1/3。第二,料浆粘度是不是太高?粘度高,流动性差,筛网处排料阻力大增,适当调低粘度或者用动态筛网分离器。第三,有没有检查研磨腔憋气?有时候进料带气,气堵会造成局部干磨,颗粒塞死网孔。排气、调流量,很多小问题就解决了。
维护做对,砂磨机多用五年
说个扎心的事实:很多工厂的设备,不是用坏的,是“保养”坏的。拆装不规范、工具瞎用、磨介乱补,本来能跑一万小时的机器,三千小时就呻吟了。比如换磨介,新珠和老珠粒径差得远,混一起磨效暴跌;再比如清理研磨腔,高压水枪一冲,轴颈锈了,下次拆个轴承比生孩子还费劲。✅正确的做法:建立磨介台账,定期筛分,丢掉碎珠和变形珠;每次停机清洗后,用气枪吹干内腔,涂抹防锈油;密封液每两周必须取样看色。这些小动作,比买延保实在。
有时候我也琢磨,未来砂磨机会走向何方?智能化肯定是方向——在线粒度仪、自动补偿磨介、故障预诊断,这些已经在高端产线上露脸了。但中小厂,把基础用好比追新概念强。别被“纳米砂磨机”这种词忽悠,纳米研磨不是单靠机子就行的,助剂、配比、前处理缺一不可。说到底,砂磨机就是个执行机构,脑子还得靠工艺工程师。
写了这么多,可能有些地方带着脾气。没法子,因为见过太多冤大头,花大钱买罪受。如果你正准备上砂磨机,多看几家的样机实磨数据,带自己的物料去试,别信手册曲线——那都是实验室理想值。💡还有,别忽略安装环境,振动、地基、冷却水硬度过高,全是慢性杀手。行了,不啰嗦了,再写下去该有人嫌我话痨。但如果你真听进去三分,我这十年踩的坑,也算没白踩。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:我为什么劝你别轻易买砂磨机——搞了十年研磨的肺腑之言
文章链接:https://www.zystgy.cn/a/55046