挤出模具,这玩意儿看着简单——两块钢板夹个流道,对吧?其实水太深。我刚入行那会儿,自信满满地拆开一套模具保养,结果装回去就再也开不出合格产品了。领导脸都绿了。我蹲在机器边上调了整整两天,最后发现有个螺栓拧得过紧,导致模唇变形——就差了0.03mm。哼,0.03mm,在模具这行就是毫米级的噩梦。
后来自己慢慢摸索,跟过至少上百套模具项目,从PVC异型材到医疗导管,从单腔模到多层共挤,踩过的坑简直能写成一本血泪史。今天我不跟你整那些理论八股,就聊聊几个真正要命的细节,以及我是怎么解决的。
选材不对,模具分分钟报废
很多厂子老板爱省钱,指定用45钢调质做模坯。便宜是真便宜,但加工完放了几天,定位销塞不进去了——锈了。更惨的是,生产UPVC(硬质聚氯乙烯)时,氯化氢气体逸出,模具表面腐蚀得跟橘子皮一样,挤出的型材表面全是拉道。我见过一套才用了三个月的模具,流道里全是麻坑,彻底报废。
后来我强制要求:凡是接触熔体的零件,必须用4Cr13或S136不锈钢,淬火硬度HRC46-50。有人问,太硬了难加工啊?没错,刀具损耗是大了点,但镜像抛光后镜面般的流道,能让你后续产品良率提升不止一个档次。还有,别省那点氮化处理的费用——渗氮层深度要达到0.15-0.25mm,表面硬度HV≥900,耐磨性提升得不是一点半点。✅
另外,口模板(模唇)是最容易被忽视的。好多设计图上一笔带过,不做硬化。实际生产中,尤其是加玻纤的尼龙料,模唇磨损快得像砂纸磨木头。我吃过亏,后来全部镶上硬质合金YG8或者用纳米涂层处理,寿命延长至少五倍。当然,成本也高出一截,但比起频繁停机换模,值了。
流道设计,差一点就是天壤之别
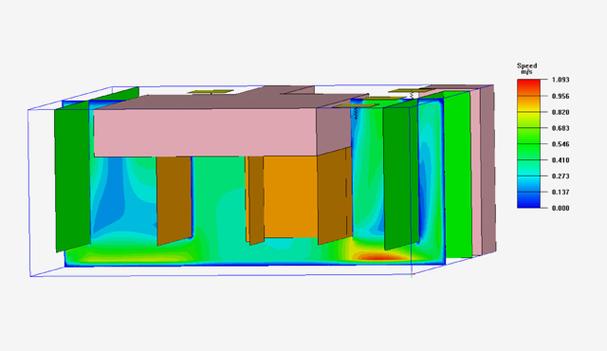
挤出模具的灵魂是什么?流道。流道不合理,神仙也调不出稳尺寸。早期国产模具都是凭经验,简单的一出二圆管模,看着流道对称,实际模流分析一做,左右两边的熔体压力差大到离谱。一边料快,一边料慢,挤出的管子弯得像香蕉。你只能拼命调温度,加热圈开开停停,能耗高得吓人,还不稳定。
现在我都要求必须上Polyflow或Moldflow进行流变分析,尤其是复杂截面的异型材。软件模拟让熔体在出口处的速度分布偏差不超过5%。有时候为了平衡,需要在特定位置增加阻流区或者调整压缩比。记住一个关键数据:压缩比控制在3-5之间(PVC类),太小塑化不良,太大热降解,脆断。搞过一套PE管材模具,压缩比设到6,挤出来的管子内壁有规则的波浪纹——实际上那是入口效应导致的熔体破裂,降低压缩比并平缓过渡后立即消失。❗
还有个容易栽跟头的地方:定型模。挤出成型不是说料从口模出来就定了,真空定型才是稳住形状的关键。很多新手设计定型模长度,要么太短吸不合缝,要么太长阻力爆增。我的经验公式:定型模长度L= (30-50) × 产品最大壁厚,但高温挤出(比如PPR管)要用水环淋冷却,不能光靠定型模真空。否则你绝对能看到一种壮观的景象——制品从定型套出来时还是圆的,几秒后变成椭圆,因为冷却不均匀。那滋味,真是欲哭无泪。
问:为什么我的挤出模具老是堵料,尤其在生产回料时?
答:八成原因是流道内存在死角。拆模时仔细观察有没有物料停滞的区域,特别是分流支架汇集处。如果是做回料,粉尘和杂质多,最好在机头前加装静态混合器和换网器,同时检查压缩段入口是否平滑过渡,杜绝直角突变换。另外,停机后没有及时清模,残留料碳化也是罪魁祸首。别偷懒,每次停机都用清模料顶干净。
问:挤出薄壁管时外径尺寸老波动,定型模真空度调高也没用,怎么办?
答:先别急着调模具。检查你的牵引机是否打滑,以及熔体温度是否稳定。很多时候是主机喂料波动导致挤出量脉动。如果这些都没问题,再看定型模:可能是进水温度过高,冷却效率不够,尝试把水温降到10-15℃。另外,定型模的入口段必须抛光到镜面,且设计一定角度的导入锥,避免刮伤热态管坯。我们有一次问题很奇怪,最后发现是真空泵管道被水垢堵了一半,真空度表显正常但实际流量不够——这谁能想到?💡
生产线异常,别第一时间甩锅给模具
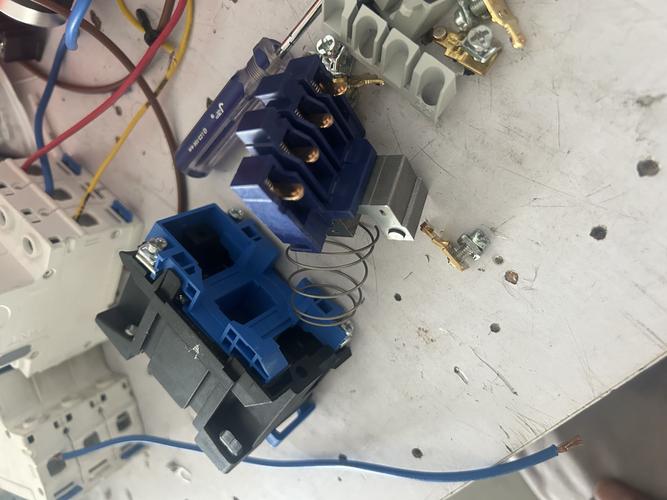
讲个真实故事。去年一客户打电话,嚷嚷模具问题,挤出的ABS板材表面全是“鲨鱼皮”。我到现场一看,模温、压力都正常,但模具加热区域有一块热电偶读数乱跳。我心里大概有数了。换了根新热电偶,顺便测了下加热圈电阻——果然有一组功率衰减厉害,导致模头局部温度偏低,熔体流动前沿冷凝固。换个加热圈,立竿见影。客户不好意思地说:“还以为是你们模具设计缺陷。” 我笑笑,习惯了。
所以很多时候,模具背了太多不该背的锅。挤出工艺参数的匹配至关重要:熔体温度、模头压力、牵引速率、冷却水温,任何一环失调,都会在模具出口反映出来。我建议一线操作工都备一个红外测温枪,手感永远不如数据可靠。还有就是模具的日常维护,别等出了问题才抛光。定期检查镀铬层有无剥落,使用专用的铜质铲刀清理死料,千万别用钢刷,划痕是未来的应力集中点。😩
最后想吐槽一下行业现状:太多小作坊照着大厂样品开模,根本不理解设计原理。一套挤出模具,从概念到成功投产,背后涉及材料流变学、热力学、机械加工精度、表面处理等多学科。想做好模具,要舍得在人才和模拟软件上投资,而不是一味压价。当然,如果你是买家,也别光盯着报价,翻翻供应商的过往案例,问问他们如何解决熔接痕或者尺寸变形的方案,比讨价还价有意义多了。
行吧,今天先扯这么多。这些经验都是我花真金白银砸出来的,希望你能少走些弯路。