2026-07-17 08:44:38 作者:网编
分类:文章
昨天在车间,一台加工中心把我气笑了。新换的硬质合金立铣刀,干不锈钢,切了不到20分钟,刃口磨没了边儿,工件粗糙度飙得跟砂纸似的。班长拎着报废的刀找我,那眼神,啧。我拿起放大镜一看——涂层都剥落了,基体刀片本身倒没怎么磨损。得,又是涂层瞎配的锅。
做机加工这么多年,啥怪事没见过。但每次遇上刀具失效,十次有八次不是刀不行,是涂层没整对。很多人买刀只看材质,硬质合金 、高速钢,参数一输就干,涂层?随便来个 TiN 完事儿。这叫啥?这叫碰运气。
涂层到底是个啥玩意儿?
简单说,就是在刀具基体上镀一层几微米的‘铠甲’。但这铠甲挑对手。TiN 金灿灿的,通用性强,干普通钢还行。可一到不锈钢、钛合金这种黏刀材料,TiN 扛不住高温,容易化学扩散磨损,直接塌房。
工业刀具涂层TiAlN结构示意图放大 TiAlN ——铝含量高的,高温下形成氧化铝膜,硬度也够,一把刀干完所有零件都不带停的。这差距,服气。
涂层不是万金油。你让一个跑百米的去参加马拉松,能行吗?干切削、湿切削、断续切削,涂层失效模式全不一样。比如 AlCrN 涂层,红硬性好,抗化学磨损,干钛合金绝了。但拿来干铸铁?性价比还不如无涂层刀具,因为铸铁里的石墨自己就是润滑剂,涂层那层摩擦力反而不讨好。
那些年我们踩过的涂层坑
💡 坑一:涂层越厚越耐磨?错!
涂层厚度一般 2-5 微米,超过 10 微米很容易出现崩刃。我在刀具厂见过有人定做加厚涂层,结果一上机,涂层像蛋壳一样成片掉。刃口变钝,切削力暴涨,机床都晃。其实,厚涂层只适合重载粗加工;精加工?薄涂层甚至无涂层更稳定。
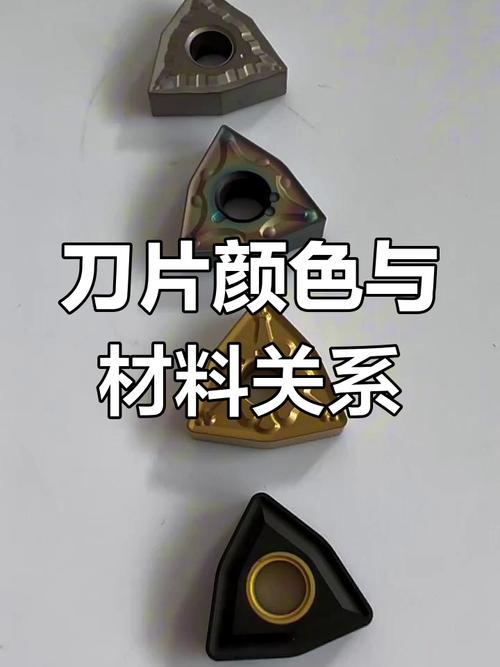
💡 坑二:涂层颜色决定性能?
TiN 金色,TiCN 灰黑色,AlTiN 深紫……有人光看颜色买刀,以为黑的就是最好,紫色就是高端。想什么呢。颜色只是氧化物色,跟你需要的耐热性、润滑性没必然关系。TiCN 灰黑因为碳含量高,硬度超高,但热稳定性一般,干高速干切削容易烧掉。
不同涂层颜色工业刀具对比 纳米多层涂层 ,交替镀上 TiAlN 和 AlCrN,每一层几十纳米,硬度、韧性、热稳定性平衡得变态,加工不锈钢寿命能翻番。但价格也翻番。舍得投入,就有效果。
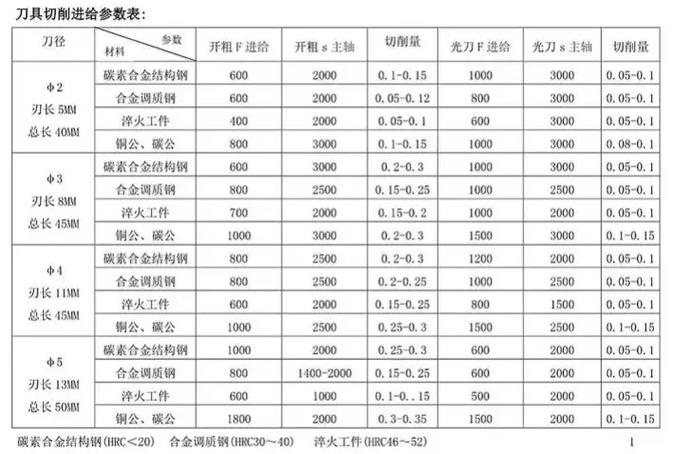
涂层和切削参数怎么配对?
涂层和切削参数怎么配对? 带内冷孔的刀具+涂层,效果 1+1>2 。内冷直接从刃口冲走切屑,降低涂层热负载。我反正现在能用内冷就绝不用外冷,省出来的刀具费比机床附件贵多了。
问:涂层刀具加工复合材料,比如碳纤维,有什么讲究?
答:碳纤维这玩意,简直就是刀具杀手。它硬、脆,纯属磨料磨损。涂层要是选 PVD(物理气相沉积)的常规 TiAlN,刃口容易起微崩,因为涂层内有残余压应力,遇上纤维冲击直接剥落。更好的选择是 CVD(化学气相沉积)金刚石涂层 ,或者 PVD 的类金刚石涂层(DLC)。金刚石涂层硬度爆表,摩擦系数低,但价格感人。有人试过用无涂层的硬质合金加超细颗粒,干粗切,反正一把刀也撑不了多久,便宜就完事了。这事儿没有标准答案,全看零件成本怎么平衡。
做了十几年工艺,最烦某些销售张口闭口‘这个涂层适合所有材料’。怎么可能?连刀具厂自己都分系列:什么钢件系、不锈钢系、铸铁系、高温合金系。涂层没有最好只有最对。有一次我试刀,拿来一家新厂的涂层刀片,标称干高温合金无敌,结果干 Inconel 718,前十分钟顺得像切黄油,第十五分钟突然崩刃,查了才知道,刃口强化没做好,涂层内生应力和应力突变一结合,应力集中裂了。所以啊,光看涂层牌号不看基体匹配和刃口处理,也是白搭。
现在刀具涂层还在往‘定制化’走。有些大厂能根据你的工艺,调整涂层成分的梯度,甚至增/降压来改变膜层结构。听起来玄乎,但确实能治很多疑难杂症。比如加工钛合金时,不是单纯怕热,还怕化学亲合黏屑;加一层薄薄的硅基涂层隔断亲和,立竿见影。
最后扯一句:如果你实在拿不准涂层选啥,最简单的一招——看切屑颜色。蓝、紫色切屑说明热量大,需要更高耐热涂层;银白色切屑且卷曲顺畅,说明目前涂层还行。这是车间老师傅教的土办法,但比看手册快。
选刀不选涂层,等于开车不看油。这么多年,我算是想明白了:工业刀具的命门,很多时候就藏在那一层薄得要命的东西里。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
上一篇工业粉碎:别只盯着参数表,这些门道没人会告诉你
下一篇工业制砂:从顽石到黄金,一位老机械工程师的十年踩坑实录