线束加工听起来好像挺简单——把电线裁一裁,压个端子,套上护套,对吧?大错特错。 在汽车电子、工业设备这种可靠性要求变态的地方,一根线压不好,整个系统就可能趴窝。说实话,干了这么多年,我踩过的坑比你们见过的线束还多。
原材料检测:铜丝不是铜丝
很多人觉得原材料检测嘛,看看外观、量量线径就完事儿了。天真!💡 我曾经碰到一批导线,电阻率完全正常,但弯折几次就断了——后来发现是铜材纯度不够,掺了回收铜。这种隐性缺陷,在常规来料检验里根本查不出来。所以我们现在强制要求做反复弯曲试验和拉伸强度测试,哪怕供应商吹得天花乱坠。

还有端子——别小看那个小铁片。精度差0.1mm,压接出来的拉拔力就能差出一大截。我们进了一台3D影像测量仪,把端子关键尺寸全扫一遍,不合格的直接退货。❗ 因为一旦流到产线,模具磨损、压接崩口,废品率嗖嗖涨。
端子压接:毫厘之间的艺术

压接是线束加工的心脏。压轻了,接触电阻大,发热;压重了,导线断丝,机械强度下降。这个度,全靠经验参数和定期截面分析。我们每周都要做一次金相切片,看压接翼变形是否对称,线芯压接率合不合规。有一次,新来的技术员图省事,没用截面分析,全凭手感,结果那批线束在客户那里三个月出现间歇性断电…最后赔了十几万。教训!💢
问:端子压接的压接高度怎么确定才靠谱?
答:老老实实按端子规格书上的推荐值来,然后必须做拉拔力测试和金相分析验证。因为不同导线(比如细丝、粗丝、硬线、软线)会有差异,先做初始样件,切开看压接翼是否紧密包裹线芯,压接区导线不得有空隙。高度公差通常控制在±0.03mm以内,最好用CPK监控。千万别信什么“老师傅凭感觉”,科学数据才是王道。
装配工艺:流水线上的地雷
线束在装配板上布线,看起来简单,实则处处是雷。护套穿反、分支点位置偏移、扎带紧固力不一致…这些小问题,到终端就是异响、磨损甚至短路。我见过最离谱的一次:一根发动机线束,因为扎带太紧,把硅胶护套勒变形了,高温下护套开裂,进水烧了ECU。惨痛!现在我们强制使用定扭矩扎带枪,而且装配板上每个节点都有防呆传感器,少一个扎带就报警。
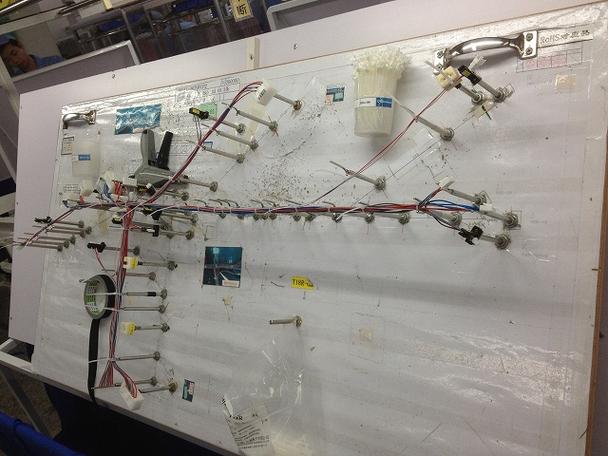
还有布线路径的优化——千万别让线束拐急弯,最小弯曲半径应该是线径的5倍以上,尤其粗缆。我经常看到一些设计图纸,画得漂亮,实际根本布不出来,硬布就容易应力集中。所以我们会用三维布管软件模拟,提前发现问题。
测试环节:最后一关,必须死磕
电测导通、绝缘、耐压,这些是基本。但很多厂子只做常温测试,而汽车线束经常在-40℃到125℃跑,温度一极端,问题就来了。所以我们引入了高低温振动复合测试,模拟真实工况。有一回,一个连接器在低温下护套收缩,导致端子退位——常温根本测不出来!这种间歇性故障,查起来想骂娘。
问:线束加工中,如何有效检测隐性短路或微断路?
答:用高压绝缘电阻测试和四线法电阻测量。普通导通检测只能发现完全断开,但线芯部分断裂、端子虚接(微断路),电阻会稍高,四线法能精确到毫欧级。绝缘测试要100%做,电压至少500V,湿度大的环境要更高。另外,瞬时断路检测仪也是好东西——给线束施加振动,同时监测电阻波动,能抓出隐形的工艺缺陷。✅
说实话,线束加工这个行业,三分靠设备,七分靠管理。设备再好,人不用心,全白搭。就像我们车间里贴的那句话:“每个端子背后都是人命关天”——虽然有点夸张,但在汽车、医疗设备上,确实如此。
有时候跟同行聊天,他们抱怨利润薄,我说你省材料钱,省检测钱,最后省出来的是老板的棺材板钱。话糙理不糙。
线束加工,就是细节里见真章。💡