凌晨两点,产线突然停了。维修组拆开主轴,轴承滚道全是麻点,保持架碎成几块。值班主管一拍大腿:“上个月才换的!又是假货?” 说实话,这事儿我见太多了。轴承本身不贵,但一次非计划停机,损失够买一卡车轴承。
✅ 轴承选型的那些坑,踩过才懂
很多人觉得选轴承简单——量个内径、外径、宽度,照着型号买就完事儿。其实不然。去年有个做风机的客户,用6205深沟球,三个月一换。我去现场一看,轴向力大得吓人,这哪是深沟球扛得住的?换成7205角接触配对,半年没出问题。工况,工况,还是工况! 不看受力方向、转速、温度,闭眼选型等于烧钱。
再说润滑。有个注塑机用户,轴承老是抱轴。拆开发现润滑脂硬得像干掉的牙膏。一问,他们用普通锂基脂,环境温度130°C,基础油早蒸发了。换了氟素脂,立马安静。其实润滑选对,轴承寿命能翻好几倍——高温低速用聚脲或氟素脂,高速轻载用低粘度油雾,别一瓶黄油打天下。
❓ 常见问题快答
问:进口轴承太贵,国产能替代吗?
答:看场合。普通电机、输送辊这些,哈轴、洛轴、人本够用了,精度P6级足够,价格只有SKF的1/3。但如果高速精密主轴,比如加工中心、电主轴,千万别省——国产轴承精度保持性差距还是明显,P4级以上建议NSK、FAG、SKF。我就碰到过,一台数控磨床,换了国产P4级角接触,三个月精度就丢了,工件圆度超差。又换回SKF,两年没事。不是说国产不行,是高端确实有差距,得认。
问:轴承跑外圈,除了换轴承座还有什么招?
答:跑外圈本质是配合过盈不足。临时救急:涂轴承固持胶,Loctite 638之类。但长期看,要么补焊后重新镗孔,要么用镶套法。还有个狠招——外圈电镀,加厚几微米,但工艺麻烦。最根本的还是设计时选对配合,旋转载荷那圈必须过盈,静止圈可过渡配合。

💡 现场偷学来的安装秘诀

轴承安装,很多人以为“敲进去就行”。错!冷装、热装、液压法,选不对就内伤。有个徒弟装6208,直接铜棒敲内圈,第二天噪声大,拆开一看内圈有细微压痕。正确做法:内圈紧配合用加热法,油浴或感应加热到110°C左右,一推就位。外圈紧配则用压力机或干冰冷缩。记住:力绝对不通过滚动体传递。 还有,密封别装反,橡胶唇口朝外是防尘,朝内是防漏——装反了等于没装。
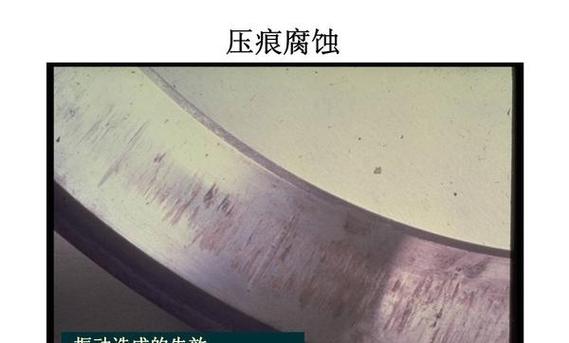
振动监测也是门道。别等噪声大到捂耳朵才停机。买个简易测振仪,定期记录分贝值,画趋势图。加速度值突然飙升?多半润滑失效或剥落开始了。冲击脉冲法(SPM)对滚动轴承早期故障特灵,比振动速度谱灵敏得多。我们车间靠这个,成功避免了三次非计划停机。
说到温度。轴承运行温度多少算正常?一般不超过80°C。但高速电主轴130°C也常有,得用特殊材料和油雾润滑。温度突变比绝对值更可怕,如果半小时内升了30°C,别犹豫,停机检查!可能是保持架断裂卡住,或者严重的打滑磨损。
⚙️ 特殊工况:高温、污染、重载怎么办?
钢厂连铸机轴承,工作在300°C以上,还有氧化皮。必须全陶瓷轴承或特殊耐热钢,C4大游隙,配干油润滑。见过一次,用普通轴承,几小时就咬死。陶瓷球轴承在极端环境简直救命——绝缘、耐温、自润滑性,就是贵,一套好几万,但值。
食品饮料行业的轴承,要求无污染、耐冲洗。就要用不锈钢轴承座,配食品级润滑脂。去年给一家乳品厂改造,全换成蓝色密封端盖的防腐轴承,再也没发生过污染事故。密封设计是灵魂,三重唇密封加抛油环,冲水也不怕。
对了,轴承代号别只看前后缀。2RS是双面胶封,ZZ是双面铁封。C3游隙比标准大,适合热胀工况。有次订货没注意,默认C0游隙,装到高温鼓风机上,运转一会儿就卡滞,因为内外圈温差导致游隙吃没了。后缀字母一个都不能错,血的教训。
最后吐个槽:现在市场上翻新轴承泛滥。外观精磨,激光打标,真假难辨。但仔细看倒角,翻新的往往有残留研磨纹路。然后测旋转精度,手转有细微卡顿感。建议从授权渠道买,别图便宜吃大亏。毕竟,设备停机的损失,可比轴承贵多了。