2026-05-30 11:27:36 作者:网编
分类:文章
那天在车间,眼睁睁看着一台新装的龙门铣Z轴爬行——丝杠是全新的,导轨也调好了。最后排查到半夜,才发现是预压没调对。你说冤不冤?这破事儿,我真想敲敲有些设计人员的脑袋:你以为选个C3精度、导程10就万事大吉了?
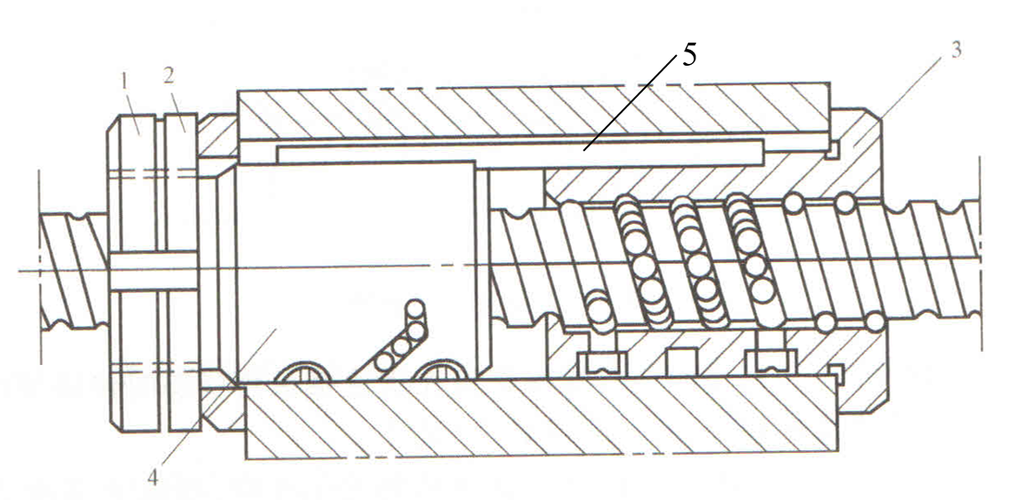 滚珠丝杠双螺母预压结构拆解图
预压,这词听着玄乎。其实说白了,就是给滚珠和滚道之间强行塞进一点过盈量。消除间隙嘛。但这“一点”是多少?轻了,刚性不足,反向间隙晃得你怀疑人生;重了,发热、磨损,寿命直接打三折!我见过最离谱的案例——有家机床厂为了提高刚性,把预压片加厚了0.02mm,结果运行200公里丝杠就剥落了。惨痛。
滚珠丝杠双螺母预压结构拆解图
预压,这词听着玄乎。其实说白了,就是给滚珠和滚道之间强行塞进一点过盈量。消除间隙嘛。但这“一点”是多少?轻了,刚性不足,反向间隙晃得你怀疑人生;重了,发热、磨损,寿命直接打三折!我见过最离谱的案例——有家机床厂为了提高刚性,把预压片加厚了0.02mm,结果运行200公里丝杠就剥落了。惨痛。
 滚珠丝杠预压垫片调整示意图
那到底怎么搞?说实话,这几年我给不少厂家做过选型咨询,总结出几个土办法,你可能在手册上找不到。
滚珠丝杠预压垫片调整示意图
那到底怎么搞?说实话,这几年我给不少厂家做过选型咨询,总结出几个土办法,你可能在手册上找不到。
预压不是越大越好——谈刚性、寿命与发热的三角债
很多时候,客户张口就要“高刚性”。你问他具体工况,他又说不清。刚性这事儿很微妙。比如同样是直径32的丝杠,C3精度,双螺母预压,一个预压等级是3%动额定负荷,一个是5%,轴向刚性能差出将近30%。但代价呢?预压5%的那个螺母温升能到20°C,而3%的才10°C。热量一上来,丝杠热伸长,定位误差反而变大——这不是南辕北辙么?
所以我的建议:普通数控铣、车床,3%足够。高速加工中心、硬轨机,考虑5%,但必须配冷却!别抠门,油冷或水冷,否则等着精度跑偏吧。❗
问:预压等级到底怎么选?有没有简单的参照?
答:当然有。轻切削、高速度、频繁启停的场合,如3C雕铣机,选轻预压(1%-2%)甚至间隙式(但别选间隙式,那玩意儿没刚性)。中等载荷、要求合适刚性,像通用立加,3%-5%。重切削、慢速,比如大型龙门,可以到7%-8%。不过超7%风险高,一定要和丝杠厂家深度沟通。另外注意一点——预压大小直接和丝杠的静载荷相关,别只看动载荷。举个例子:某50直径丝杠,动载60kN,静载150kN,你选5%预压,预压力就是7.5kN。这力要吃掉伺服电机多少扭矩?自己算算。
预压是怎么实现的?——从单螺母到双螺母,没那么简单
常见结构就两种:双螺母垫片式和单螺母导程偏移式。前者靠超厚垫片或弹簧,后者靠滚道特殊设计。双螺母可靠,但体积大,调整麻烦。单螺母紧凑,但预压不可调,出厂就定了。这几年不少厂推“可调预压”的单螺母,其实就是切个槽,用螺钉顶变形。说实话,那玩意儿一致性差,我是不太敢用。
问:双螺母预压调整的时候,到底怎么测预压扭矩?空转扭矩不等于预压吧?
答:问得好!很多人拿扳手转丝杠,感觉“有点紧”就以为预压够了。大错特错!预压扭矩测量有标准流程:螺母必须跑合至少50个往返,让滚珠均匀分布,然后用扭矩扳手低速(≤100rpm)匀速转动丝杠,记录波动值。但记住,这测量的扭矩包含丝杠支撑轴承的摩擦和密封件阻力。正确做法是:先测空丝杠的转动扭矩,再测带上螺母的总扭矩,差值才是螺母预压扭矩。更要命的是,这个值必须和厂家提供的“动态预压扭矩”曲线上限值匹配。差太多?要么预压片厚度不对,要么螺母装歪了。再教个窍门:上振动传感器。预压不足时,高频振动成分会明显增大,一听便知。💡
维护中的猫腻——润滑不是“有油就行”
很多人觉得丝杠润滑就是定期打黄油。够吗?远远不够。预压状态下,滚珠与滚道是点接触,压强极大,油膜稍一破裂就是微点蚀。锂基脂不适合高速,会甩脱;聚脲脂耐高温但吸水性……这些细节才是寿命关键。还有密封圈老化、异物侵入,都会让预压慢慢消失——因为磨损了,间隙变大。等反向间隙超0.02mm,再补预压?晚了,滚道已经疲劳了。所以,定期检查预压变化量,比如每半年测一次,才是正经。
好了,吐了这么多槽,其实就想说一句:滚珠丝杠选型报告上那个“预压”选项,别随手勾个“标准”就完事。它背后是一连串物理纠缠,搞懂了,你的设备才能又刚又持久。否则,半夜车间爬行梦魇还会找你——别问我为什么知道。😤
最后,记住三个要点吧:轻载高速选轻预压,重载低速可加重,预压扭矩勤监测,润滑散热不能落。 祝你的丝杠都能寿终正寝,而不是惨死剥落。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:滚珠丝杠,别栽在“预压”这个小坑上
文章链接:https://www.zystgy.cn/a/51455