先搞清你是要’切肉’还是’啃骨头’
很多人一上来就问:啥牌子的铣刀好?我通常反问:你切啥材料?什么工况?机床刚性够不够?冷却方式?——一句话都答不上来的,我建议先别碰进口高端刀,浪费钱。铣刀的核心不是牌子,是几何角度和基体材料与加工对象的匹配。比如加工铝合金,要选大前角、抛光槽型的,排屑顺畅,不容易产生积屑瘤;如果拿去切钛合金,那纯属找虐,前角太大刃口强度不够,没几分钟就崩刃。钛合金就得用细晶粒硬质合金,甚至用可变螺旋角来抑振,前角小一点,刃口强化处理,冷却必须跟上。❗
涂层那层’膜’,玄学还是科学?
动态铣削?别被软件牵着鼻子走
现在CAM软件都在吹动态铣削、摆线铣削,路径花里胡哨,确实能提高效率,降低刀具成本。但我发现一个怪现象:很多人盲目跟风,软件输出什么就用什么,结果刀断得更快。为啥?因为动态铣削核心是恒定的切削接触角,小的径向切深,高轴向切深,高转速大进给,这要求机床加速度够高,刚性足,主轴不能掉转速。如果你用的是普通硬轨机,拐角处一减速,实际每齿进给量剧增,刀就扛不住。再有,切深太深,排屑不畅,二次切削,涂层再好也扛不住。所以我的习惯是:新活先保守,用传统分层铣,测一下机床实际动态性能,再慢慢调整。别迷信软件,软件不会替你交废品单。 问:铣不锈钢内槽,总是震刀,换了好几把刀都没用,怎么办? 答:内槽加工容易震,因为刀具悬伸往往较长,径向力让刀杆弯曲。先试试用圆鼻刀代替平底刀,圆鼻刀径向力小一些。如果允许,用插铣方式先开粗,或者用大螺旋角、变齿距设计的铣刀——变齿距能打乱振动频率,特别有效。再有就是刀柄,侧固式不如液压刀柄或热缩刀柄,夹持刚性好,同轴度高,能减少振动。实在不行,把刀磨短一点,别嫌麻烦。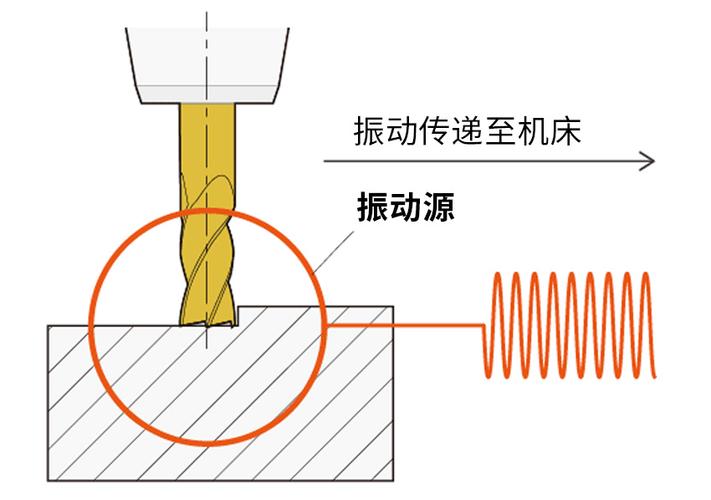
废旧铣刀的’第二春’
