2026-07-17 00:30:38 作者:网编
分类:文章
这玩意儿到底怎么焊的?
说白了,激光焊接就是拿一束高能量密度的光当热源,把金属烧熔了再凝起来。跟太阳底下放大镜点火柴一个道理,但精细得多。早年我在实验室第一次调光路,对着显微镜看那光斑——小得跟针尖似的,能量却能秒穿几毫米的不锈钢板,我当场愣了半天。
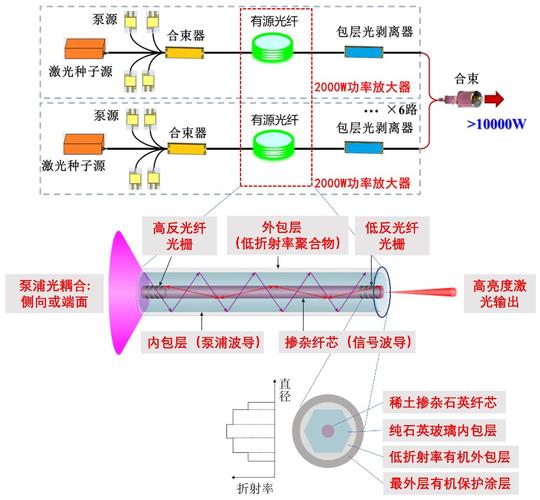 光纤激光器光路系统示意图
激光器激出来的光,经过光纤—那可真是技术活,几微米的芯径,稍微折弯大点就烧了—然后通过焊接头里的聚焦镜,啪,能量全砸在那么一丁点儿区域上。功率密度能到每平方厘米几百万瓦,铁都直接汽化,形成匙孔。熔池深宽比可以干到10:1。传统电弧?能有个2:1就算祖坟冒青烟。
连续焊、脉冲焊,还有这几年冒出来的摆动焊、复合焊,路子野得很。特别是摆动手法,把光斑摇起来,能极大抑制气孔和裂纹,有些老法师觉得这不算正宗激光焊,但效果好才是王道,对吧?
光纤激光器光路系统示意图
激光器激出来的光,经过光纤—那可真是技术活,几微米的芯径,稍微折弯大点就烧了—然后通过焊接头里的聚焦镜,啪,能量全砸在那么一丁点儿区域上。功率密度能到每平方厘米几百万瓦,铁都直接汽化,形成匙孔。熔池深宽比可以干到10:1。传统电弧?能有个2:1就算祖坟冒青烟。
连续焊、脉冲焊,还有这几年冒出来的摆动焊、复合焊,路子野得很。特别是摆动手法,把光斑摇起来,能极大抑制气孔和裂纹,有些老法师觉得这不算正宗激光焊,但效果好才是王道,对吧?
我为啥拼命推激光焊接?
记得2018年去一个汽车零部件厂,他们还在用氩弧焊拼后桥壳体,八条线,每条线仨工人,防护面罩一戴,整车间烟雾弥漫。品控天天跟生产干架,因为变形量大到装配线天天投诉。后来上了两台机器人激光站,你猜怎么着?变形量直接降了七成,焊缝不用打磨,线上就剩一个人巡视。老板那会儿激动得差点把我本子报销了。
 汽车白车身激光焊接生产线实拍
激光焊的好处不是一点半点。
快,薄板能飙到每分钟十几米,厚板也比电弧快好几倍。
准,热影响区极窄,薄如0.1mm的金属片也能焊,旁边电路元件都不带烫坏的。
靓,焊缝平整得跟镜面似的,很多场景直接省掉后处理。
但最让我服气的是它打通了设计端的任督二脉—传统焊接要留坡口、预留收缩量,激光焊可以搞深冲拼焊、不同厚度板材一次拼接,设计师的脑洞突然就打开了。
问:激光焊能焊铜铝吗?那可是有名的难搞。
答:能,而且比大多数方法靠谱。铜铝反射率高,过去是老大难,现在有了蓝光激光器、环形光斑技术,吸收率问题解决大半。不过得盯着工艺窗口,太快了熔合不良,慢了热积累起反应层,脆得跟威化饼似的。我试过0.3mm铝-铜搭接,参数对了撕都撕不开。
汽车白车身激光焊接生产线实拍
激光焊的好处不是一点半点。
快,薄板能飙到每分钟十几米,厚板也比电弧快好几倍。
准,热影响区极窄,薄如0.1mm的金属片也能焊,旁边电路元件都不带烫坏的。
靓,焊缝平整得跟镜面似的,很多场景直接省掉后处理。
但最让我服气的是它打通了设计端的任督二脉—传统焊接要留坡口、预留收缩量,激光焊可以搞深冲拼焊、不同厚度板材一次拼接,设计师的脑洞突然就打开了。
问:激光焊能焊铜铝吗?那可是有名的难搞。
答:能,而且比大多数方法靠谱。铜铝反射率高,过去是老大难,现在有了蓝光激光器、环形光斑技术,吸收率问题解决大半。不过得盯着工艺窗口,太快了熔合不良,慢了热积累起反应层,脆得跟威化饼似的。我试过0.3mm铝-铜搭接,参数对了撕都撕不开。
选型别脑子一热就冲
见过太多老板,听销售一忽悠,花大几十万买回一台设备,结果搁车间吃灰。为什么?要么功率买小了,焊不透;要么图便宜弄个单模激光器,对拼装间隙要求高到离谱,产线上工人调得骂娘。
手持焊还是自动化? 要是你才转型,单量没上来,先弄个手持焊接机试试水。一两万块的新款风冷机,拎着就能上阵,虽然稳定性比水冷大块头差一截,但修修补补、小批量打样绝对够用。可要上了量,尤其焊汽车结构件、电池模组,一定得上机器人集成的光纤激光器,带上焊缝跟踪——别省那个钱,不然废品率能让你哭。
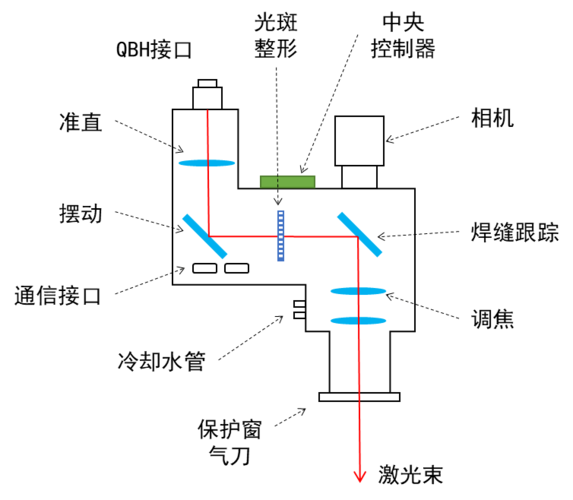 手持激光焊接头内部结构图
功率怎么选?薄板(≤1mm)500-1000瓦绰绰有余;1-3mm建议1500-2000瓦单模;厚到5mm以上,直接考虑3000瓦起步,甚至上万瓦,但万瓦以上飞溅控制是个技术坎,得配上高气压喷嘴或者光束摆动。
问:买国产还是进口?听说国产老坏。
答:嘿,这偏见得改。十年前我肯定让你上通快、IPG,现在国产锐科、创鑫的激光器,返修率不比进口高多少,价格便宜快一半。关键是选靠谱集成商——同一把激光器,不同厂家的焊接头和控制软件,效果天差地别。最好带着工件去现场打样,焊完了做切片看熔深、测拉力,眼见为实。
保护气体也是门道。一般用氩气,焊不锈钢漂亮;焊铝合金有时氦气更好,但贵;搞钛合金务必纯度5个9以上,不然焊缝发蓝发脆。别以为随便接个管就行,流量、角度、喷嘴形状都影响保护效果,我见过最离谱的客户用压缩空气吹,结果焊缝全是氮化钛的金黄粉末,一磕就碎。
最后啰嗦一句:激光焊接爽,安全别忘。没防护直接看漫反射,眼睛能烧伤,皮肤也得护好。厂房必须严格防光泄漏,事故不是没出过。我见过的现实教训,远比手册上写的血淋淋。
手持激光焊接头内部结构图
功率怎么选?薄板(≤1mm)500-1000瓦绰绰有余;1-3mm建议1500-2000瓦单模;厚到5mm以上,直接考虑3000瓦起步,甚至上万瓦,但万瓦以上飞溅控制是个技术坎,得配上高气压喷嘴或者光束摆动。
问:买国产还是进口?听说国产老坏。
答:嘿,这偏见得改。十年前我肯定让你上通快、IPG,现在国产锐科、创鑫的激光器,返修率不比进口高多少,价格便宜快一半。关键是选靠谱集成商——同一把激光器,不同厂家的焊接头和控制软件,效果天差地别。最好带着工件去现场打样,焊完了做切片看熔深、测拉力,眼见为实。
保护气体也是门道。一般用氩气,焊不锈钢漂亮;焊铝合金有时氦气更好,但贵;搞钛合金务必纯度5个9以上,不然焊缝发蓝发脆。别以为随便接个管就行,流量、角度、喷嘴形状都影响保护效果,我见过最离谱的客户用压缩空气吹,结果焊缝全是氮化钛的金黄粉末,一磕就碎。
最后啰嗦一句:激光焊接爽,安全别忘。没防护直接看漫反射,眼睛能烧伤,皮肤也得护好。厂房必须严格防光泄漏,事故不是没出过。我见过的现实教训,远比手册上写的血淋淋。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:别再用传统焊了!激光焊接实战指南
文章链接:https://www.zystgy.cn/a/55037