这双“电子眼”到底能看穿什么?
很多人以为视觉检测就是个高级摄像头,拍个照片比对比对。错。现在的视觉检测系统,是融合了光学、算法、计算的综合系统。它能做的事情,远超你想象: – 缺陷检测:划痕、裂纹、凹陷、毛刺,那些肉眼难发现的微米级瑕疵,在合适的光源和镜头下,无所遁形。记得有一次,一个齿轮齿面有很浅的划痕,质检员全漏了,视觉系统抓个正着。 – 尺寸测量:精度可以到μ级。比卡尺快几百倍,而且全检。之前做轴承,内外径、圆度、跳动,全部在线测,数据直接进SPC系统,过程稳如老狗。 – 字符识别:OCR在工业里可是硬骨头。油污、磨损、反光,视觉检测配合深度学习,读取率能到99.9%。不然呢?靠人工一个个看码,效率低还易错。 – 定位引导:给机械臂装眼睛。随机摆放的工件,视觉抓取坐标,引导装配或上下料。我们一条装配线,用了3D视觉引导,柔性大幅提高。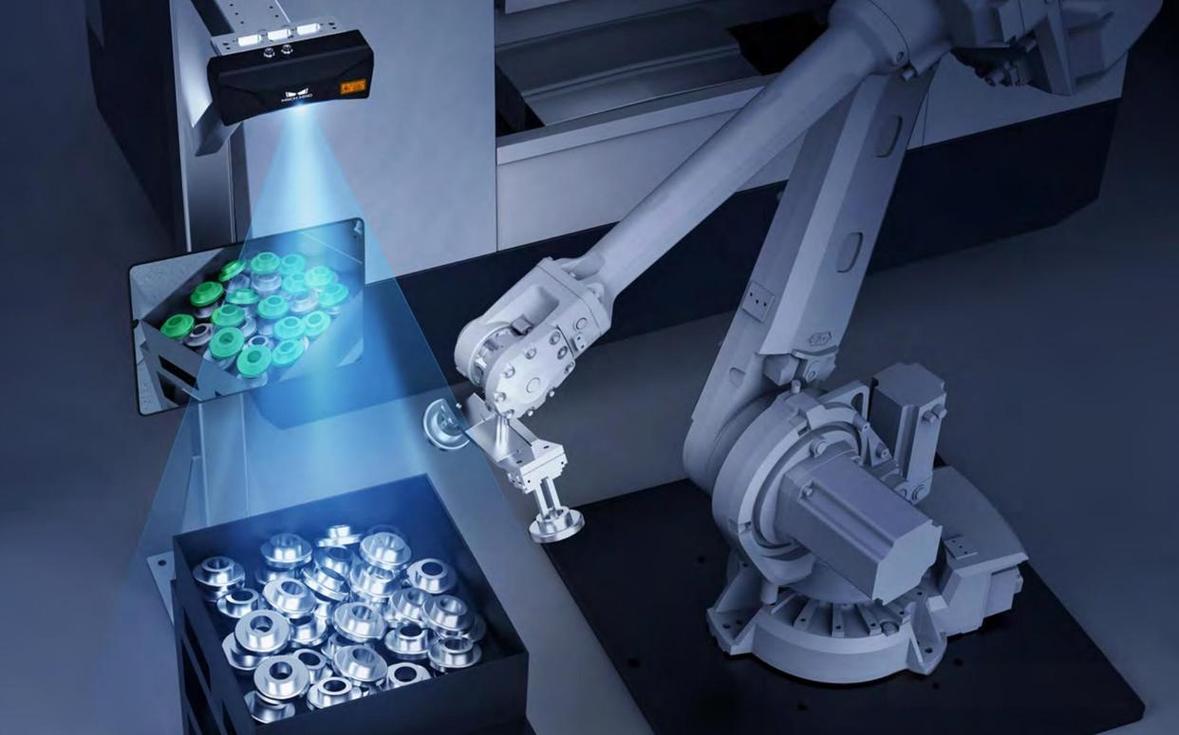
踩坑实录:光、相机、算法,哪个最要命?
搞视觉检测,不是说买套设备一装就好。中间的坑,我几乎踩了个遍。最深的,是光源。很多人忽略光,觉得亮了就行。天真。不同材质、颜色、表面粗糙度,对光的要求天差地别。高反光金属件,得用漫射光、偏振镜;透明件,得用背光;曲面,可能得环形光加角度调节。曾经为检测一个黑色橡胶密封圈上的细微飞边,我们团队试了不下十种光源方案,最后靠低角度蓝色环形光才搞定。前后折腾一个月,差点被项目组催死。 其次,相机和镜头。分辨率不是越高越好,要算清视野、精度和速度的平衡。线阵相机适合连续运动的大幅面,面阵相机灵活。镜头畸变、景深,都是实际要考量的参数。算法呢?传统算法稳定,但处理复杂场景吃力。深度学习很强大,但需要样本,且黑箱性让人不安。我曾经在一个注塑件外观检测项目中,用深度学习模型,一开始效果惊艳,但后来换了一批料,颜色略有偏差,模型就误报飙升。最后还是混合方案:传统算法找大缺陷,深度学习处理纹理和颜色差异。工业里,稳定压倒一切。问:视觉检测系统实施难吗?是不是需要专门的团队?
答:难,也不难。如果你是标准应用,比如检测有无、简单尺寸,买成熟套件,找个有经验的集成商,调试个把月能跑起来。但一旦是非标产品、复杂缺陷、高速产线,就得有光学、机械、电气、软件的综合能力。最好公司内部有自动化工程师能主导,或者找真正懂行的合作伙伴,别被那种‘一锤子买卖’的集成商坑了。另外,别忘了后期维护——光源衰减、镜头污染、算法调优,都需要长期盯。
问:视觉检测能完全替代人工质检吗?
答:看场景。对于重复性高、速度快、精度要求高的产线,视觉检测替代人工是趋势。但完全替代?在有些地方还不行。比如柔性太强的场景,产品批量小、种类多、缺陷定义模糊,人工的适应性和判断力目前机器还比不了。我的建议是:人机协同。视觉做初筛和标准任务,把疑难杂症留给经验丰富的质检员。这样效率最高,成本也最优。
选型,别被厂商的漂亮参数忽悠了
现在视觉检测厂商多如牛毛,参数一个比一个吹得神。什么几千万像素、AI深度学习、零漏检、零误报……醒醒吧。采购前,一定要拿自己的样品做实测。准备至少几十个实物,包含各种缺陷品和良品,去厂商实验室或自己的产线跑真实工况。关注以下几点: – 误检率(过杀率):太高的话,后面复检工作量一样大,视觉就白装了。 – 检出率(漏检率):这是底线,零漏检是理想,但实际要接受ppm级,但要明确后果,关键安全件必须千方百计达到最低。 – 节拍:能不能跟上产线速度?算上行不行的处理时间、通讯、机械动作。 – 操作和维护:界面是不是友好?换型快不快?培训成本高不高?有些厂家系统封闭,调个参数都得找他们,后续就是无底洞。