
电压选错,等于白照
很多人以为电压越高穿透力越强,越好。错!过高电压会增加散射,降低对比度,小缺陷就淹没在灰雾里。太低呢,曝光时间巨长,底片黑度不够,同样不行。正确做法:根据材料牌号和厚度,查曝光曲线,选最佳管电压,再用曝光量调节黑度。我见过某厂新人,不管三七二十一,一律200kV,照铝件,影像淡如水墨画,啥也看不见。浪费钱不说,隐患漏过去,后患无穷。参数调优这事儿,靠经验,更靠严谨。那些年我们踩过的坑
案例一:汽车铝合金轮毂。客户说内部有裂纹,我们用X光看,确实有细线。但拿去做渗透检测,表面却光滑。最后剖开,是偏析,不是裂纹。虚惊一场,但说明X光影像的解读需要火眼金睛。案例二:电子厂BGA焊点,气泡超标。X光一目了然,密密麻麻像鱼卵。原因是回流焊温度曲线不对,调整后解决。看出门道没?X光不仅是检测,更是工艺改善的眼睛。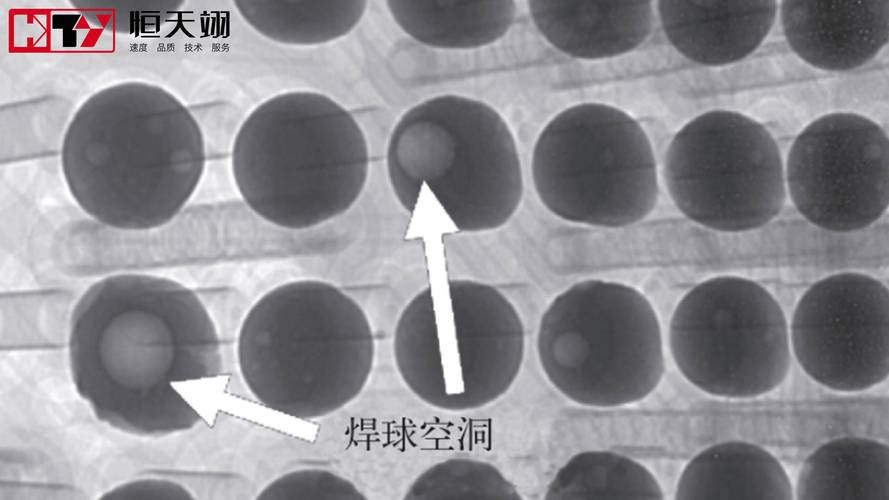
标准之争:合格还是不合格
你一检测员,最烦的不是调参数,而是跟生产方磨嘴皮。标准上白纸黑字:气孔最大直径1.5mm,结果他们焊的缝,气孔2mm,判废。车间主任跑来说,通融一下,不影响使用。扯淡。我今天放水,明天出事谁担?所以,检测人员必须懂标准,像律师背法条。常见标准有GB/T 3323(金属熔化焊)、ASTM E1742(工业射线照相验收)、ISO 17636等等。不同行业,泄漏、强度、疲劳要求不同,尺度差异大。记得一次,某航空零件,标准严苛到0.5mm当量,那叫一个细。但就该这样,飞机上没小事。问答:你关心的实际问题
问:小厂买不起X光设备,如何保证质量?答:外包给检测公司,国内很多城市有专门的无损检测服务。按件计费,一张底片几十到几百元。对于批量小、产量不高的,这样最经济。但注意,要审核服务商的资质——人员持证(至少RTⅡ级)、设备校准、暗室处理规范。别图便宜找野鸡机构,假报告害死人。 问:X光检测能查出所有缺陷吗?
答:不能。体积型缺陷(气孔、夹渣)敏感,面积型(裂纹、未熔合)有方向性。如果射线束与裂面平行,检出率几乎为零。所以重要结构常要求多种无损方法互补,比如超声检测表面裂纹,磁粉或渗透做表面开口缺陷。检测没有万能钥匙。 问:防护到底多严格?有点怕辐射。
答:怕就对了。工业X光机开机,控制区外辐射剂量要符合国标,边界设闪灯、围栏,操作员在铅房外,通过铅玻璃观察窗看,或者远程控制。个人剂量报警仪随身,每年上限20mSv。偶尔同事开玩笑,说我们比核电站员工还小心。其实只要遵守规程,风险极低。最怕的是麻痹大意。
未来:智能判读和自动化
如今AI缺陷识别正热。训练过的模型能标出可疑区域,检出率比新手高,误报率在下降。但全自动?还早。复杂结构影像,边缘叠加,人类经验仍不可替代。我司刚上了一套机械手传送系统,工件自动定位,多角度透照,效率翻倍。不过,调试阶段差点撞坏探测器,气得我骂人。机器永远需要人盯。